
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей Если углекислый газ содержит влагу, то шов получается пористым, а наплавленный металл менее пластичным. Растворимость воды в жидкой углекислоте не превышает 0,05%, поэтому избыточная влага скапливается в виде конденсата на дне баллона. При пользовании неосушенным углекислым газом следует перед началом сварки дать баллону минут 15-20 постоять в вертикальном положении для того, чтобы влага осела на дно. Первые порции углекислого газа, содержащие наибольшее количество примесей (преимущественно азота), выпускают наружу и затем начинают сварку. Отбор газа заканчивают при остаточном давлении его в баллоне около 4 атм, так как последние порции неосушенного газа содержат много влаги. При большом расходе газа (свьш1е 20 л/мин) возможно вымерзание влаги в каналах редуктора вследствие охлаждения газа, происходящего при понижении его давления в момент прохождения через клапан редуктора, и закупорка редуктора льдом. Для предупреждения этого явления отбор газа при большом его расходе производят из нескольких баллонов, включенных параллельно, или применяют предварительный подогрев газа перед редуктором. Для подогрева газа используют электрические подогреватели, питаемые током 36 е. Рабочее давление углекислого газа перед поступлением его в горелку может колебаться от 0,5 до 2,5 атм. Для понижения давления газа применяются стандартные кислородные редукторы. Расход газа при сварке контролируют с помощью поплавковых указателей расхода (ротаметров). Применяются ротаметры типов РС-3; РС-За; ИРКС-6,5 и др. § 3. Аппаратура и оборудование для сварки Комплект оборудования для автоматической сварки в среде углекислого газа состоит из источника сварочного тока, сварочной головки, механизма для подачи в зону дуги проволоки, устройства для перемещения головки или изделия при сварке, баллона или группы баллонов с углекислым газом и газовой аппаратуры (подогревателя, редуктора, расходомера, осушителя). Схема установки, используемой для полуавтоматической сварки в среде углекислого газа, изображена на рис. 114. Вместо сварочной головки применяется ручной электрододержатель с воздушным или водяным охлаждением. Для сварки плавящимся электродом в среде углекислого газа применяется постоянный ток обратной полярности. В качестве источников тока при сварке проволокой диаметром 1,6-2,5 мм током более 200 а используются обычные сварочные преобразователи типов ПС-300, ПС-500 и др., имеющие жесткую или падающую внешнюю характеристику. При сварке проволокой диаметром 1,2 мм и менее, током 180 а применяют селеновые выпрямители ВС-200 с пологопадающей внешней характеристикой. В этом случае можно применять генераторы постоянного тока ЗД-4/30; ЗД-7,5 /30; ЗП-7,5/ 30, предназначенные для зарядки аккумуляторов или самолетные генераторы ГСР-6000; ГСР-9000; ГСР-12000; ГСР-15000; ГСР-18000, генераторы НД для гальванического покрытия и др. 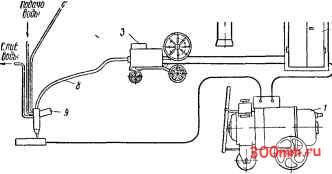 Рис 114. Схема установки для полуавтоматической сварки плавящимся электродом в среде углекислого газа: / - сварочный преобразователь постоянного тока, 2 - аппаратный шкаф. J - механизм подачи электродной проволош. 4 - баллон с >глекислым газом. 5 -осушитель углекислого газа, б - редуктор. 7-расходомер. 8-гнбкнй кабель - шпанг, 9 - сварочная горелка (электрододержатель) Чтобы получить ПЛОТНЫЙ, беспористый металл шва и уменьшить разбрызгивание, необходимо поддерживать наиболее короткую дугу. Дуговая сварка в углекислом газе ведется при постоян-I ой скорости подачи проволоки в дугу и саморегулировании дуги. В этих условиях дуга будет гореть устойчиво, если источник питания имеет жесткую или возрастающую внешнюю характеристику. Возбуждение дуги происходит при напряжении около 20 в и вьш1е. Короткая дуга горит более устойчиво при обратной полярности тока. Для получения жесткой внешней характеристики у сварочных преобразователей ПС-500 обмотку возбуждения можно отключить от щеток машины и ее концы вывести на клеммную доску. Питается обмотка от отдельного селенового выпрямителя. Включение в сварочную цепь постоянного тока индуктивного сопротивления (стабилизатора), например стандартного сварочно- 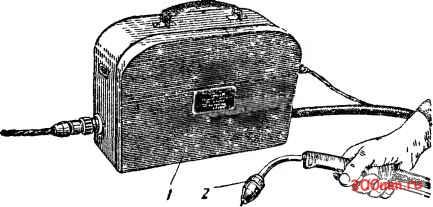 Рис. 115 Полуавтомат А-547 для сварки в среде углекислого газа проволокой 0,8-1,2 мм 1 - чемодан с подающим механизмом и катушкой для проволоки, 2 - держатель ГО Дросселя РСТЭ-24, уменьшает разбрызгивание металла в 2-2,5 раза, повышает устойчивость горения дуги и допускает сварку металла толщиной 2-3 мм в различных пространственных положениях на малых токах проволокой диаметром 1,6-2 мм. Наша промышленность выпускает большое количество полуавтоматов и автоматов для сварки в среде углекислого газа. Технические характеристики полуавтоматов приведены в табл. 38. 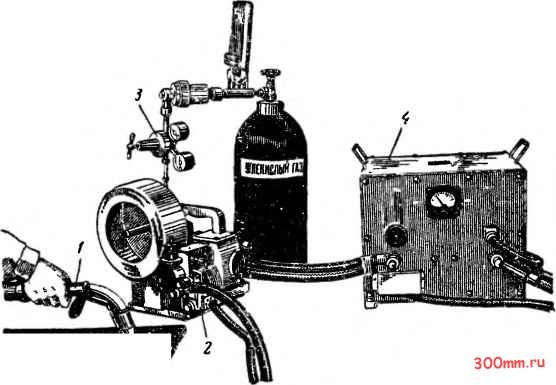 Рис 116. Полуавтомат А-537 для сварки в среде углекислого газа проволокой 1,6-2,0 мм: Iдержатель, 2- механизм подачи проволоки с катущкой для проволоки, S - редуктор, 4 - аппаратный ящик
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


