
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей Таблица 39 Подготовка кромок и ориентировочные режимы при сварке стыковых швов углеродистых и низколегированных сталей в среде углекчслого газа
0,0-1,0 0,6-1.0 1,2-2.0 0-0.5 р-аь 0,5-0,8 0,5-0,8 0,8-1,0 1,6-2,0 50-60 50-60 70-110 160-200 280-300 280-300 18-20 27-29 28-30 28-30 20-25 25-35 18-24 20-22 25-30 18-22 10-12 14-16 16-18 16-18 8-12 12-18 40 и более т-70 60-70 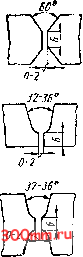
насечкой. Положение проволоки на ролике фиксируется направляющей и приемной трубками. Расстояние между точкой подвода тока к проволоке и изделием (вылет) должно равняться: Диаметр проволоки, мм . . . . Вылет, мм . . . . 0,5 0.8 1,0 1,2 1,6 2,0 2,5 5 8 6-12 7-13 8-15 13-20 15-25 15-30 Если вылет вьшхе указанных пределов, нарушается процесс сварки и увеличивается разбрызгивание металла, а если уменьшен- подгорает наконечник. Постоянство вылета и надежность контакта наконечника и проволоки в месте подвода тока обеспечиваются применением контактных сапожков (рис. П9). В изогнутых наконеч- 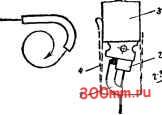 I паятыпееодыму припоем I 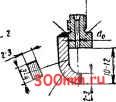 чевь Г Л Латунь Melt о) паять tepeepr иыи припоен изивсостоикиа taaas ns-нй 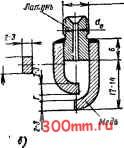
Рис, 119. Типы контактов держателя для изогнутых (а) и прямых (б) мундштуков, для сварки проволокой 0,5-1,2 мм: 1 - контактный сапожок, 2 - наконечник, 3 - мундштук, 4 - сопло никах применяют один контактный сапожок (рис. П9, а), в прямых- два (рис. П9, б). По мере выработки канавки в сапожках их подгибают. Для повышения стойкости сапожков плоскость контакта напаивают серебряновольфрамовым сплавом на серебряном или медном припое.
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


