
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей § 4. Технология сварки в среде углекислого газа Подготовка кромок и ориентировочные режимы сварки стыковых швов углеродистых и низколегированных сталей приведены в табл. 39. В табл. 40 даны режимы сварки угловых швов. Кромки перед сваркой тщательно очищают от грязи, масла, ржавчины и кузнечной окалины, а также от шлаков, остающихся после кислородной резки. Прихватка в процессе сборки должна выполняться электродами с качественным покрытием или в среде углекислого газа. Для повьпиения устойчивости горения дуги, уменьшения разбрызгивания, увеличения глубины провара и повышения производительности процесса целесообразнее сварку вести при высоких плотностях тока на электроде, т. е. применять при одном и том же токе более тонкую проволоку. В зависимости от напряжения определяется длина Дуги при данной плотности тока. Снижение или повышение напряжения по сравнению с пределами, указанными в таблицах, приводит к чрезмерному укорочению или удлинению дуги и нарушает процесс сварки: обрывается дуга, разбрызгивается металл, появляется пористость и т. д. Величина напряжения имеет особенно важное значение при сварке тонкого металла (менее 2 мм). Скорость подачи проволоки практически подбирается такой, чтобы Дуга горела устойчиво при заданном токе и напряжении. Расход углекислого газа должен быть таким, чтобы обеспечивалась надежная защита сварочной ванны от окружающего воздуха. В зависимости от этого условия выбирается и наиболее целесообразное положение мундштука относительно поверхности сварочной ванны (угол наклона, расстояние). Расстояние между мундштуком и изделием обычно равно: при токе 60-150 а и напряжении 22 е -7- 14 мм, при токе 200-500 а и напряжении 30 - 32 е -15-25 мм. Угол наклона электрода к вертикали должен составлять 15-20 . Перед началом сварки включают подачу газа и регулируют его расход по расходомеру, продувая одновременно шланги и держатель от остатков воздуха. Вылет электрода в начале сварки устанавливается равным 25-30 мм. Перемещение электрода при сварке должно быть равномерным, в процессе сварки тонкого металла электрод перемещают только поступательно вдоль шва, при сварке более толстого металла концом электрода делают также и поперечные движения (рис. 120). Сварщик может вести электрод при сварке слева направо ( углом назад ) или справа налево ( углом вперед ), или на себя при перпендикулярном расположении электрода по отношению к плоскости шва; возможен также наклон электрода вперед или назад в пределах 5-20° Таблица 40 Режимы сварки угловые швов из углеродистых и низколегированных сталей в среде углекислого газа
3-10 Ш слой 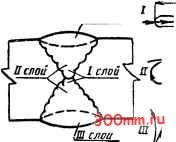 3-го  Рис. 120. Перемещение конца проволоки при полуавтоматической сварке Х-образного шва в среде углекислого газа Диаметр сварочной ванны не должен превышать 30 мм.. Сварка справа налево углом вперед уменьшает глубину проплавления основного металла и увеличивает ширину валика. Этот способ предпочтителен при сварке тонкого металла или легированных сталей, склонных к образованию трещин в процессе сварки и при остывании. При сварке угловых щвов тавровых соединений угол между электродом и вертикальной стенкой тавра берется равным 25-35. Швы на плоскости, расположенной под углом более 6(f к горизонту, а также вертикальные швы при толщине металла менее 2 мм сваривают сверху вниз для того, чтобы давление газов дуги препятствовало отеканию расплавленного металла. При этом целесообразно применять минимальное напряжение и силу тока. Металл толщиной более 2 мм можно сваривать вертикальными швами снизу вверх, наклоняя электрод углом назад . Горизонтальные швы сваривают электродом, направленным снизу вверх, без поперечных колебаний, при напряжении 17-18 в. Потолочные швы сваривают электродом в положении углом назад , используя минимальное напряжение и силу тока, а также несколько увеличивая расход углекислого газа. Стыковые швы металла толщиной 1,5-3 мм сваривают на весу вертикальным электродом, перемещая его по оси шва. Более тонкий металл (0,8- 1,2 мм) сваривают на медной или остающейся стальной подкладке в нижнем положении либо в вертикальном положении без подкладки. В среде углекислого газа полуавтоматическим способом проволокой 0,8 мм можно сваривать в стык при зазоре до 1,5-2 мм металл толщиной 1-15 мм. С целью предупреждения протекания металла сварщик периодически выключает подачу проволоки на 0,25-0,5 сек, не отводя горелку от ванны; наплавленный металл остывает и не протекает через зазор, кроме того, исключается возможность сквозного проплавления основного металла. Заканчивая сварку, кратер следует заполнить металлом, затем прекратить подачу проволоки и выключить ток, не отводя горелку и не прекращая подачу углекислого газа до затвердения металла ванны. Чтобы не произошло окисления металла, не следует прекращать сварку отрывом дуги и отводом держателя. Сварка углеродистых и низколегированных конструкционных сталей производится кремнемарганцевой проволокой марок Св-08ГС, Св-08Г2С, Св-12ГС. Состав проволок этих марок приведен в табл. 3. Проволоки Св-08ГС и Св-12ГС содержат недостаточно марганца, вследствие чего при сварке происходит выгорание не только марганца, но и кремния и в первом слое многослойного шва может появиться пористость. Проволоку Св-08ГС и Св-12ГС можно применять при сварке тонкого металла и изделий небольшого размера с относительно короткими швами. При сварке низколегированных сталей, содержащих для повьшхения их коррозийной стойкости хром и никель, применяют проволоку Св-08ХГС и СВ-10ХГ2С (1% хрома),
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


