
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей Наплавку сормайтовыми электродами и электродами с покрытиями из твердых сплавов производят так же, как и наплавку стальными покрытыми электродами. Для наплавки порошкообразными сплавами широко применяются также трубчатые электроды, свернутые из стальной ленты толщиной 0,6-0,8 мм, шириной 15 мм. Внутрь трубки засыпается порошок твердого сплава и в таком виде трубка используется в качестве электрода для ручной или автоматической наплавки под флюсом. При автоматической и полуавтоматической наплавке применяют порошковую проволоку. Наплавка производится под флюсами АН-16; АН-20, АН-30; ФЦП-2, а также в среде углекислого газа. Ток выбирают постоянный, обратной полярности или переменный в зависимости от марки наплавляемой стали. При наплавке в углекислом газе применяют 1ЮСТ0ЯННЫЙ ток обратной полярности. Большие поверхности крупных деталей наплавляются электрошлаковым способом. В качестве присадочных стержней в этом случае также используются свертываемые из ленты трубчатые электроды, непрерывно заполняемые порошком твердого сплава. При злект-рошлаковой наплавке наплавленный слой получается точно заданной толщины с гладкой поверхностью требуемой формы. Этот способ дает возможность широко изменять состав шихты твердого сплава, получая наплавку с требуемыми механическими свойствами. Для автоматической наплавки валков из стали 55Х прокатных станов применяется керамический флюс ЖС-320, содержащий 53% мрамора, 21% плавикового шпата, 5% феррохрома Хр-16, 7% хромистой руды, 8% ферротитана, 3% ферромарганца Мн-1, 1% графита, 2% ферросилиция Си-45. Мрамор и плавиковый шпат определяют жядкотекучесть и интервал температур застывания флюса. Остальные части флюса служат легирующими добавками наплавленного слоя металла. Применяется электродная углеродистая проволока диаметром 5 мм марки Св-08, окружная скорость перемещения наплавляемой поверхности 18-30 м/час. Наплавка ведется с местным предварительным подогревом валка до 400-500° газовой горелкой, током 550-580 а, напряжением дуги 28-30 в. Твердость наплавки после закалки 400 единиц по Бринеллю. Для наплавки металлорежущего инструмента пригоняют электроды, которые наряду с достаточной твердостью и стойкостью дают постоянный состав наплавленного металла и допускают его термическую обработку при изготовлении резцов, фрез и прочего инструмента. Такими электродами являются ЦИ-1М и ЦИ-IV, разработанные В. А. Лапидусом в ЦНИИТМАШ. Электроды ЦИ- 1М имеют стержень из углеродистой проволоки Св-08А с покрытием состава: 23% мела, 16% плавикового шпата, 1,5% графита, 1,5% ферромарганца, 1,5% ферросилиция, 10% феррохрома, 5,2% феррованадия, 40,3% ферровольфрама, 1% алюминия, 30-35% жидкого стекла к весу сухого покрытия. При наплавке применяется постоянный ток при обратной полярности или переменный ток, исходя из следующих режимов: Диаметр электрода, мм..... 4 5 Ток, а: постоянный........ 100-120 130-150 переменный........ 180-200 210-230 Наплавляемая часть инструмента ограждается медными брусками и заплавляется металлом электрода. После наплавки металл имеет твердость 55-60 единиц по Роквеллу. Отжиг понижает твердость до 30-32 единиц, при которой инструмент можно подвергнуть механической обработке. Последующая закалка и отпуск повышают твердость наплавки до 62-65 единиц по Роквеллу. Электроды ЦИ-IV имеют стержень из стальной углеродистой проволоки У9 и покрытие состава: 23% мрамора, 17,4% плавикового шпата, 1,5% ферромарганца, 1,4% ферросилиция, 10,2% феррохрома, 5,3% феррованадия, 39,8% ферровольфрама, 1% алюминия металлического, 0,4% графита. На рис. 122 показаны схемы различных способов наплавки изделий. В целях получения более плотной и мелкозернистой структуры наплавленного металла используются также механические и ультразвуковые колебания. Так, например, за последние годы разработаны и внедрены в практику способы электроимпульсной автоматической* наплавки металла. Вибродуговая электроимпульсная автоматическая наплавка широко распространена при восстановлении изношенных деталей автомобилей и тракторов, деталей станков, прессов и другого оборудования. Этот способ обеспечивает малые деформации наплавленных деталей, дает незначительную глубину зоны теплового влияния, позволяет получать тонкие наплавленные слои с повышенной твердостью без применения термообработки. Электродная проволока непрерывно получает колебания от механического или электромагнитного вибрационного устройства, которым снабжается автоматическая головка для подачи проволоки. Наплавка осуществляется на выпрямленном или постоянном токе напряжением от 6 до 15 е. Электродная проволока диаметром 1,4-1,8 мм, вибрирующая с чай-отой 100 колебаний в секунду, подается к поверхности вращающейся наплавляемой детали. Между проволокой и поверхностью в моменты размыкания цепи образуется дуга, которая оплавляет конец проволоки, а при замыкании электрода на поверхности детали откладываются частички металла проволоки. Для получения более твердого слоя наплавки применяется проволока с повышенным содержанием углерода или легированная, а в зону наплавки подается охлаждающая жидкость (20%-ный водный раствор глицерина или 4%-ный раствор соды). Данный способ позволяет получать твердый наплавленный слой толщиной от 0,1 до 3 мм без последующей термообработки и не вызывает нагревания или деформации наплавляемой детали. При этом химический состав наплавляемого металла почти не изменяется. Направление иаплаВии  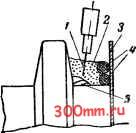   Схемы распалотенир злектдв ИапрадлБниБ неплавки 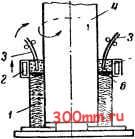 5 s . -ООО Si ж ж Рис. 122. Способы наплавки изделий: а - ручная наплавка: 1 - наплавленный слой, 2 - зернистый твердый сплав, 3 - электрод угольный; б - автоматическая наплавка под флюсом: / - электродная проволока, 2- керамический флюс, 3- флюсоудерживающее устройство, 4- асбест, Б - наплавка; е - многоэлектродная наплавка под флюсом: / - электроды, 2 - сварочный трансфокатор, 3 - дроссель, 4 - флюс ФЦ-9, 5 - наплавка; е - электрошлаковая наплавка: / - наплавленный слой, 2 - охлаждаемое водой медное кольцо, 5 - электродная проволока, 4 ~ наплавляемая деталь цилиндрическая, 5 - флюс, 6 - ванна жидкого метаЛла
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


