
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей 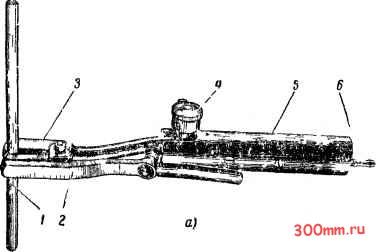 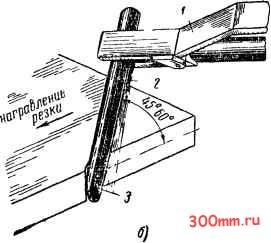 Рис 124 Резак РВД-1-57 для воздушно-дуговой резки. а - внешний вид резака / ~ графптированный элек трод, 2 - подвижная губка, .3 - неподвижная гб ка, 4 - вен-гпь для возд>уа, В - рукоятка, 6 - ниппель для подвода воздуха, б - положетие ре зака при разт;етательнои резке е~ положение ре зака при поперхностной pei е / - резак, 2 - воз душная струя, 3 - элелтрод, 4 - канавка 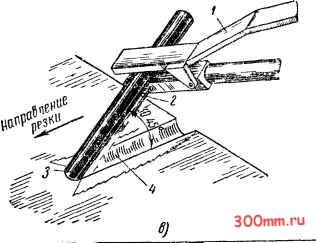 Технология и конструкция резаков для воздушно-дуговой резки разработана ВНИИАвтоген, а также Ю. А. Масловым и Г. А. Са-велковым. На рис. 124, о показан резак РВД-1-57 конструкции ВНИИАвтоген для поверхностной и разделительной воздушно-дуговой резки. Резак имеет рукоятку 5, в которой расположен вентиль 4 для подачи сжатого воздуха, поступающего из заводской пневмо-сети. Между неподвижной 3 и подвижной 2 губками зажимается угольный или графитированный электрод 1. В губке 5 имеются два отверстия, через которые выходит сжатый воздух, подводимый в резак под давлением 4-6 ати по шлангу через ниппель 6, струя воздуха выдувает расплавленный металл из разреза. Положение резака при разделительной и поверхностной резке показано на рис. 124, б и е. Вылет электрода, т. е. расстояние от губок до его нижнего конца, не должно превышать 100 мм. По мере обгорания электрод постепенно выдвигается из губок вниз. Получаемая ширина канавки при резке этим способом превьпиает диаметр электрода на I-3 мм. Поверхность металла в месте разреза получается ровной и гладкой. При резке применяют постоянный ток при обратной полярности. Данный способ может быть использован для поверхностной обработки большинства черных и цветных металлов, вырезки дефектных участков сварных швов, срезки заклепок, пробивки отверстий, отрезки прибьшей стального литья, выплавки литейных пороков и пр. Воздушно-дуговой разделительной резке могут подвергаться нержавеющие стали, латуни и трудноокисляемые сплавы толщиной до 20-25 мм. Режимы резки приведены в табл. 58. Таблица 58 Режимы воздушно-дуговой резки
Затрата на I пае м реза
§ 3. Газо-дуговая резка проникающей дугой в данном процессе используется дуга постоянного тока, горящая между вольфрамовым торированным * электродом и разрезаемым металлом. Электрод помещен в мундштук, охлаждаемый водой, через который подается струя аргоно-водородной смеси, азота или * Торированный, содержащий 1,5-2% окиси тория. ]0 Заказ J4b 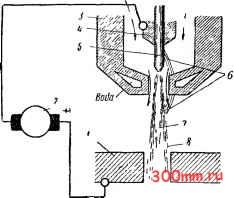 Рис 125. Схема резки проникающей дугой: /- разрезаемый металл, г - генератор постоянного тока, 3 - мундштук, 4 - токоподводящая втулка, 5 - вольфрамовый электрод, б - побочная дуга, 7 режущая дуга, 8 - струя газов, сжимающих дугу и удаляющих шлаки азото-водородной смеси. Схема процесса резки показана на рис 125. Резка основана на глубоком проплавлении металла по линии реза теплом дуги. Струя АргочМотв газов, вытекающих из мундштука резака, искусственно сжимает столб дуги и придает ему форму острого вытянутого язычка, посредством которого и осуществляется резка. Для резки цветных металлов (алюминия, меди и др.) применяется арго-но-водородная смесь, содержащая до 20-35% водорода. При резке легированных сталей толщиной до 25 мм применяется азот, а при толщине свыше 25 мм азото-водородная смесь, содержащая до 50% водорода. Для резки этим способом ВНИИАвтоген разработаны специальные установки: УДР-1-58 (для механизированной резки) и УДР-2-58 (для ручной резки), отличающиеся только комплектовкой. Техническая характеристика установки УДР-58: Диаметр вольфрамового электрода, мм ... 3 Наибольший рабочий ток, а........450 Расход газов, л]мин: аргона...............24-30 водорода . ,........... 8-13 азота....... .......30-150 Расход охлаждающей воды, л/мин .... 1,5-2 Скорость резки, мм/мин......... 118-8000 Установка питается от источника постоянного тока с падающей характеристикой, рассчитанного на рабочий ток 250-450 о, напряжение дуги 70-80 в, напряжение холостого хода не менее 100 в. Для зажигания дуги применяется осциллятор с первичным напряжением 220 е. § 4. Сварка и резка под водой электрической дугой Электрической дугой можно осуществлять сварку и резку металлов под водой, что имеет большое значение при судоремонтных работах, ликвидации аварий и подъеме затонувших судов, восстановлении и разборке обрушившихся мостов и т. д. Способы псдвсдной
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


