
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей дуговой сварки и резки металлов разработаны акад. К. К. Хреновым. Схема горения дуги под водой показана на рис. 126. Устойчивое горение дуги обеспечивается применением электродов с толстым слоем покрытия, образующего при плавлении козырек на конце электрода. При отсутствии козырька или недостаточной величине Таблица 59 Водонепроницаемые обмазки
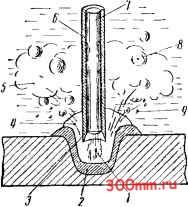 Рис 126. Схема горения дуги под водой: / - дуга, 2-слой расплааленного металла, 3 - защитный козырек обмазки, 4 - газовый пузырь аокруг дуги, 5 - облачко мути, 6 - обмазка, 7 - металлический стержень, 8 - пузырьки газа, 9 - брызги металла его дуга горит под водой неустойчиво. Образующийся вокруг горящей под водой дуги газовый пузырь содержит 64-92% водорода и 5-26 % окиси углерода. Для сварки под водой применяют электроды с водонепроницаемой обмазкой, покрытой раствором целлулоида или парафина (табл. 59). Толщина покрытия для электрода диаметром 4 мм равна 0,8 мм; для 5 мм - 1 мм; для 6 мм-1,2 мм. После нанесения покрытия электрод подвергается сушке, прокалке и пропитке водонепроницаемым составом. При сварке применяют постоянный ток при прямой полярности или переменный ток. Для устойчивого горения дуги в воде напряжение холостого хода генератора или трансформатора должно быть 75-95 в, рабочее напряжение 30-40 в, величина тока для электродов диаметром 4 жл-200-240 о, диаметром 5 мм-250-360 а, диаметром 6 мм-300-380 а. Чтобы компенсировать охлаждающее действие воды на металл, сварка под водой ведется на несколько повышенном токе по сравнению со сваркой на воздухе. Плотность и прочность металла шва, сваренного под водой, получаются вполне удовлетворительными. Резка электрической дугой под водой происходит даже быстрее и лучше, чем на воздухе. Для подводной дуговой резки используют металлические толстопокрытые или угольные электроды. Лучшие результаты дает резка на постоянном токе. Для подводной электрокислородной резки используют трубчатый стальной электрод, по внутреннему каналу которого к месту разреза подводится кислород. Ток и кислород к электроду подводятся через специальный электрододержатель. Электрод представляет собой стальную трубку с наружным диаметром 5-7 мм, толщиной стенки 1,7-2,5 мм и длиной 450 мм. Снаружи трубка покрывается обмазкой, применяемой для подводной электросварки. Ток берется постоянный 250-350 а при прямой полярности, расход кислорода составляет 6-10 мУчас. Под водой на глубинедо 100 м электрокислородным способом разрезается сталь толщиной до 100-120 мм. Недостатком электрокислородной резки стальным электродом является быстрое сгорание электродов и необходимость частой их смены. Для удлинения срока службы применяют карборундовые* электроды диаметром 15-18 мм, длиной 250 мм. Такие электроды могут работать до 40 мин. Однако значительный диаметр этих элект-родов затрудняет введение их в полость реза при резке толстых листов и пакетов из листов металла. Чтобы при возбуждении дуги под водой не происходило быстрого обгорания электрода, необходимо в начале резки подать кислород, а затем возбуждать дугу; в конце резки нужно оборвать дугу, а затем прекратить подачу кислорода. * Карборундом называется карбид кремния (соединение углерода с кремнием), твердый, жароупорный, тугоплавкий и стойкий против окисления материал. ГЛАВА XVт ТРАНСФОРМАТОРЫ для СВАРКИ ПЕРЕМЕННЫМ ТОКОМ § 1. Основные требования к сварочным трансформаторам и их внешние характеристики Сварочные трансформаторы можно разделить на две основные группы: а) трансформаторы для ручной и полуавтоматической сварки, рассчитанные на ток до 500 о, и б) трансформаторы для автоматической сварки, рассчитанные на ток 500-2000 а; эти трансформаторы обычно снабжены устройством для дистанционного регулирования сварочного тока. Сварочные трансформаторы должны удовлетворять следующим основным требованиям: 1. Иметь падающую внешнюю характеристику, обеспечивающую устойчивое горение дуги. Различные типы внешних характеристик показаны на рис. 127. Характеристика типа а пригодна для 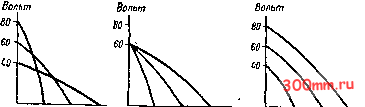 о во 120 тохпер во 120 ШО ампер О 60 ПО №0 ампер ) 6) 6) Рис. 127. Различные типы характеристик сварочных трансформаторов сварки на больших и малых токах, так как в ней с уменьшением тока напряжение холостого хода повышается, что необходимо для устойчивости дуги при работе на небольших токах. Характеристика типа б имеет повышенное напряжение холостого хода, обеспечивающее
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


