
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Технологические способы металлообработки линией М - М и образует с ней о т-рицательный угол X. Угол наклона главной режущей кромки А, (см. рис. 3.2) проставляется на чертежах и измеряется между главной режущей кромкой и плоскостью, проходящей через вершину режущей Углы ф и А, однозначно определяют положение в пространстве главной режущей кромки. В свою очередь, она, как линия, принадлежащая передней и главной задней поверхностям, определяет положение их в пространстве. Чтобы полностью задать положение передней и глав- 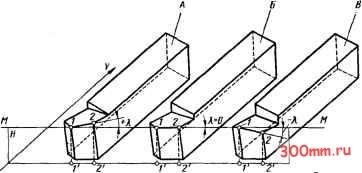 Рис. 3.3 Определение знака угла наклона главной режущей кромки части параллельно координатной плоскости ху. Значение угла наклона главной режущей кромки X оказывает влияние на направление перемещения срезаемой стружки по передней поверхности инструмента. Если вершина резца является низшей точкой главной режущей кромки (резец А на рис. 3.3), то срезанная стружка направляется вправо (рис. 3.4, а), т. е. в зону, в которой при обычной компоновке станка нет рукояток управления. Если вершина резца является высшей точкой главной режущей кромки (резец В на рис. 3.3), то срезанная стружка направляется влево (рис. 3.4, б) - в сторону, где сосредоточены рукоятки управления станком. Во избежание травм обслуживающего персонала срезанной стружкой предпочтительнее первый случай положения главной режущей кромки. Руководствуясь этим соображением, угол X у резца А (см. рис. 3.3) принято считать положительным и давать числовые значения со знаком + , а на резце В - отрицательным и числовое значение задавать со знаком - . Могут быть и другие мотивировки для задания того или иного знака угла наклона главной режущей кромки. ной задней поверхностей на чертежах токарных резцов, необходимо для каждой из них задать еще по одному угловому параметру. Для передней поверхности - это передний угол у, а для глав- 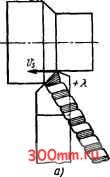
Рис. 3.4. Направление движения срезаемой стружки при положительном (а) и отрицательном (б) угле наклона главной режущей кромки ной задней поверхности - главный задний угол а. Передний угол у и главный задний угол а измеряются в сечении режущей части резца вертикальной главной секущей плоскостью Л-Л (рис. 3.5), перпендикулярной проекции главной режущей кромки на горизонтальную координатную плоскость. Передний угол у измеряется в главной секущей плоскости между линиями пересечения ее с передней поверхностью и горизонтальной плоскостью.
Б-Б Вид В 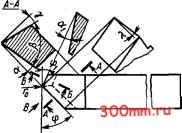  Рис. 3.5. Простановка угловых параметров режущей части резца на рабочих чертежах Главный задний угол сх измеряется в главной секущей плоскости между линиями пересечения ее с главной задней поверхностью и вертикальной плоскостью. Положение передней поверхности относительно главной задней поверхности определяет форму клина режущей части и может быть охарактеризовано углом заострения р (рис. 3.5), который измеряется в главной секущей плоскости между линиями пересечения ее с передней и главной задней поверхностями. Таким образом, согласно данным выше определениям, сх -f Р + у = 90°, а при заданных сх и у угол заострения р = 90° - (сх + + Y). Положение передней поверхности и угол ф1 (рис. 3.5) однозначно определяют положение вспомогательной режущей кромки. Для полного определения положения вспомогательной задней поверхности используют вспомогательный задний угол cxi, лежащий в сечении режущей части резца вертикальной вспохмогательной секущей плоскостью Б - Б, перпендикулярной проекции вспомогательной 2 Резание металлов 33 режущей кромки на горизонтальную координатную плоскость. Вспомогательный задний угол cxi измеряется во вспомогательной секущей плоскости между линиями пересечения ее вспомогательной задней поверхностью и вертикальной плоскостью. Рис. 3.6 Измерение заднего угла а и переднего угла у ца криволинейных передней и задней поверхностях На рис. 3.5 показан пример чертежа простейшего токарного резца в трех проекциях с проставленными на нем угловыми параметрами в буквенном обозначении. Правила простановки на чертежах геометрических параметров режущей части резцов или отдельных режущих элементов (зубьев) распространяются и на другие виды металлорежущих инструментов. Для некоторых видов токарных работ требуются резцы с более сложной формой режущей части, например с криволинейными передней и задними поверхностями или с дополнительными конструктивными элементами. Если передняя и задняя поверхности криволинейны, то углы сх, cxi, Р и у измеряются от касательных линий, проведенных к криволинейным линиям сечения в точке, принадлежащей режущей кромке (рис. 3.6). 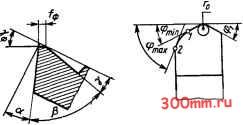 Рис. 3.7 Рис. 3.8 Радиус закругления r вершины резца и углы Геометрические пара- в плане на криволи-метры фаски на ре- нейной режущей кром-жущей кромке ке На режущей кромке может быть выполнена фаска шириной /ф под углом Уф (рис. 3.7). Вершина резца в точке сопряжения главной и вспомогательной режущих кромок, а также ребро, образованное пересечением главной и вспомогательной задних поверхностей, закругляется по радиусу закругления вершины Го (рис. 3.8). Режущие кромки могут быть криволинейны, и тогда углы в плане переменны в каждой точке режущего лезвия. На рис. 3.8 показана режущая часть резца с криволинейной главной режущей кромкой. Главный угол в плане увеличивается от Фт1 в точке / до ф ,ах в точке 2. § 3.2. СЕЧЕНИЕ СРЕЗАЕМОГО СЛОЯ НОМИНАЛЬНОЕ ПОПЕРЕЧНОЕ СЕЧЕНИЕ. Форма и размеры сечения срезаемого слоя зависят от принципиальной кинематической схемы резания, на основе которой осуществляются движения резания и определяется расположение режущих элементов инструмента. При продольном точении резцом размеры поперечного сечения срезаемого слоя измеряются в плоскости, проходящей через ось вращения обрабатываемой заготовки. 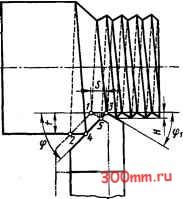 Рис. 3.9. Остаточное сечение срезаемого слоя но оброботонной поверхности На рис. 3.9 показано произвольное мгновенное рабочее положение режущей части резца с главным углом в плане ф и вспомогательным углом в плане фь срезающей слой металла глубиной t. Рабочее положение, которое резец займет, когда заготовка совершит ровно один оборот, показано штрихпунктирной линией и смещено влево на размер подачи S. Контур 1-2-4-3-1, образованный наложением на плоскость чертежа двух мгновенных положений резца, занимаемых им с разницей в один оборот заготовки, а также обрсатываемой и обработанной поверхностями заготовки, представляет собой номинальное поперечное сечение Л срезаемого слоя. ДЕЙСТВИТЕЛЬНОЕ И ОСТАТОЧНОЕ ПОПЕРЕЧНОЕ СЕЧЕНИЕ. Поперечное сечение фактически срезаемого слоя ограничено контуром 1-2-4-5-1, так как вспомогательная режущая кромка расположена на линии 1-5 под вспомогательным углом в плане ф1. Контур 1-2-4-5-1 фактически срезаемого слоя называется действительным поперечным сечением Лд. Контур 1-5-3-1 не может быть срезан резцом и остается на обработанной поверхности заготовки как поперечное сечение винтового гребня. Этот контур называется остаточным сечением стружки АА. Из построения на рис. 3.9 следует, что Лд = Л - АЛ. Площадь остаточного сечения стружки ДЛ относительно мала и составляет около 1 % от площади номинального сечения Л . Поэтому остаточное сечение АЛ в технических расчетах не учитывается и за расчетное поперечное сечение срезаемого слоя принимается номинальное сечение Л . ВЫСОТА ОСТАТОЧНОГО СЕЧЕНИЯ. Шероховатость обработанной поверхности зависит от высоты Я остаточного сечения стружки ДЛ (рис. 3.9). Чем больше величина Н, тем более шероховата обработанная поверхность. В свою очередь, высота Н зависит от главного угла в плане ф (рис. 3.10, а), вспомогательного угла в плане ф1 (рис. 3.10, б), подачи S (рис. 3.10, в) и радиуса закругления вершины г о (рис. 3.10, г). Высота Н остаточного сечения АЛ увеличивается (от Н до Н ) с ростом главного угла в плане (от ф до ф ), вспомогательного угла в плане (от фх до ф/) и подачи (от S до S ) и, на-
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


