
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Технологические способы металлообработки § 4.3. ОБЩИЕ ЗАКОНОМЕРНОСТИ ИЗМЕНЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ОТ УСЛОВИЙ УСТАНОВКИ РЕЗЦА ИЗМЕНЕНИЕ УСТАНОВОЧНЫХ УГЛОВ ПРИ ВНУТРЕННЕЙ РАСТОЧКЕ. Как показано для случаев наружного точения, при вертикальном смещении вершины резца относительно оси вращения заготовки фактические установочные значения переднего и заднего углов отличаются от значений этих углов, выполненных при заточке. Значение отклонений углов от размеров, заданных заточкой, зависит от размера и направления смещения и при внутренней расточке. На рис. 4.10, а, б вершины резцов установлены на высоте оси вращения заготовки. В этом случае установочные передний и задний радиальные углы соответствуют углам заточки, а угол 8 = 0, так как Я = 0. При установке вершины резцов выше оси вращения заготовки в обоих случаях угол ефО. Но его знак зависит от схемы обработки. При наружном точении из-за смещения вершины резца выше оси вращения заготовки на высоту Я (рис. 4.10, в) вектор скорости v поворачивается по ходу часовой стрелки и угол 8 > 0. Установочный передний радиальный угол Угу при этом становится больше радиального переднего угла у, получаемого при заточке, а установочный радиальный задний угол гу меньше заточенного радиального заднего угла а,. При растачивании, наоборот, смещение вершины резца на ту же высоту Я (рис. 4.10, г) вызывает поворот вектора скорости v против хода часовой стрелки; при этом угол 8 < О, установочный радиальный передний угол уменьшается (Try < Уг), а установочный радиальный задний угол увеличивается (ау > а). Сравнивая влияние на геометрические параметры смещения вершины резцов ниже оси вращения заготовки (рис. 4.10 д, ё), можно сделать вывод, что закономерности возрастания и убывания установочных передних и задних углов вследствие вер- тикального смещения резцов при наружном точении и растачивании противоположны. ИЗМЕНЕНИЕ УСТАНОВОЧНЫХ УГЛОВ В ЗАВИСИМОСТИ ОТ ИСХОДНЫХ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ, СМЕЩЕНИЯ ВЕРЩИНЫ РЕЗЦА 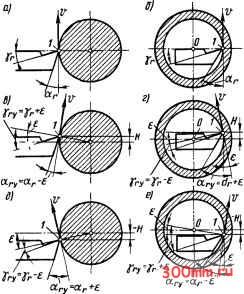 Рис. 4.10. Сопоставление установочных передних и задних радиальных углов резцов при наружном точении и растачивании И ИЗМЕНЕНИЯ РАДИУСА ОБРАБАТЫВАЕМОЙ ПОВЕРХНОСТИ. Из уравнений (4.1), (4.4), (4.6), (4.7), (4.11) и (4.15) следует, что значения установочных геометрических параметров определяются как исходными угловыми параметрами резца, полученными при заточке, так и параметрами, характеризующими условия работы резца - смещением Я вершины резца и радиусом R обрабатываемой поверхности. Анализ этих уравнений показывает, что влияние геометрических параметров резца на их отклонения при различной установке на станке неодинаково. Так, изменение значения переднего угла у может согласно уравнению (4.11) сказаться только на значении установочного переднего угла у а на другие геометрические параметры влияния не оказывает. Аналогично, изменение зад- него угла а согласно уравнению (4.15) отражается только на значении установочного заднего угла Оу. Расчеты по этим уравнениям показывают, что отклонения переднего угла Ау = Yy - Y и заднего угла Аа = Оу - а мало зависят от размеров самих углов и для обычно й,град
Рис. 4.11. Влияние главного угла в плане ф на отклонения установочных геометрических параметров резца
Рис. 4.12. Влияние исходного значения угла наклона главной режущей кромки X на отклонения установочных геометрических параметров резца распространенных их значений (у = = -15 ... -1-25°; а=5 ... 15°) не превышают 1 ... 2°. В то же время такие геометрические параметры, как главный угол в плане ф и угол наклона главной режу-шей кромки X, оказывают влияние на значения отклонений всех угловых параметров резца. На рис. 4.11 показаны расчетные отклонения угловых параметров резцов для следующих исходных данных, определяющих условия обработки: передний угол Y = 10°, главный задний угол а = 8°, угол наклона главной режущей кромки X = 10°, смещение вершины резца с оси вращения заготовки Н = 2 мм и радиус обраба- тываемой заготовки Я = 30 мм. Из графиков видно, что увеличение главного угла в плане ф от О до 90° ведет к заметному росту отклонения угла X и, наоборот, отклонения переднего и заднего углов, максимальные при малых значениях угла Ф, уменьшаются.
Рис. 4.13. Влияние смещения вершины резца с оси вращения заготовки на отклонения установочных геометрических параметров резца Графики рис. 4.12 показывают, что при выбранных исходных значениях параметров, характеризующих условия обработки (Y=10°, а =8°, ф = 45°, Я = = - 2 мм, Я = 30 мм), значение угла наклона главного режущего лезвия мало сказывается на размере отклонения переднего и заднего углов, но заметно влияет на отклонение угла ф. При этом при X > О отклонение Аф < О, т. е. Фу < ф, а при X < О имеем фу > ф. Представленные на рис. 4.13 графики расчетных отклонений геометрических параметров резца, полученных при зафиксированных исходных значениях y = = 10°, а = 8°, ф = 45°. X = 20°, R = 30 мм, показывают, что эти отклонения существенно возрастают с увеличением смещения Н вершины резца с оси вращения заготовки в любом направлении. При этом влияние смещения вершины резца более заметно сказывается на отклонениях таких геометрических параметров, как передний и задний углы резца, а также угол наклона главной режущей кромки. Наиболее сильное влияние на значения отклонений установочных углов оказывает радиус R обрабатываемой поверхности заготовки. На рис. 4.14 для исходных данных Y = а = 8°, X = О, Ф = 45°, Н = 2 мм построены графики влияния радиуса обрабатываемой поверхности. Оно становится весьма заметным при К < 30 мм. При обработке заготовки с радиусом К < И мм погрешность заднего угла Да превышает значение самого угла а и, следовательно, условия нормальной работы задней поверхности не О -и
Рис. 4.14. Влияние радиуса обрабатываемой поверхности на погрешности установочных геометрических параметров резца соблюдаются. В связи с этим для успешной обработки заготовок с малыми значениями радиуса обрабатываемой поверхности {R < 30 мм) необходимо строго контролировать смещение вершин резца от оси вращения заготовки и стремиться, чтобы оно было минимальным. Кинематика резания § 5.1. ПРЕДМЕТ КИНЕМАТИКИ РЕЗАНИЯ ОБЩИЕ ПОЛОЖЕНИЯ. Кинематика станков и кинематика резания, хотя они взаимосвязаны, принципиально различны как в области теории, так и в области практического использования. В кинематике станков изучаются научные основы и работа таких кинематических структур взаимодействующих механизмов станка, настройкой которых мбжно сообщить инструменту и обрабатываемой заготовке необходимые сочетания и количественные соотношения главного и вспомогательного движений, т. е. скорости и подачи. Кинематика станков рассматривает движения, передаваемые механизмами станков инструменту и обрабатываемой заготовке во время как рабочих, так и холостых циклов. Движения, сообщаемые инструменту и заготовке механизмами станка, обычно рассматривают в прямоугольной системе координат с осями х, у, z. С ее помощью ориентируют также взаимное положение всех механизмов станка. Кинематика станков обеспечивает различные сочетания движений механизмов: 1) рабочие и холостые движения; 2) движе:1ие скорости резания при выключенном механизме подачи; 3) движение подачи при бездействующем механизме скорости; 4) одновременное движение скорости и подачи. Все эти кинематические возможности необходимы для универсального и рационального использования металлорежущих станков. В кинематике резания рассматривается классификация принципиальных кинематических схем резания как научная основа анализа и синтеза 1) технологических способов формообразования деталей машин, 2) трансформации геометрических параметров режущей части инструментов в процессе резания металлов. В курсе Резание металлов рассматривается лишь вторая часть кинематики резания.
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


