
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Технологические способы металлообработки тун и, бронзы и сплавов алюминия. Цветные металлы всех марок сравнительно легко поддаются обработке ре занием. По сравнительной обрабатываемости резанием, энергоемкости образования новых поверхностей на заготовках и на срезаемой стружке все конструкционные металлы могут быть условно разделены на четыре группы: 1) легкообрабатываемые, например латуни, бронзы, деформируемые сплавы алюминия, мягкие чугуны; 2) средней обрабатываемости - углеродистые и низколегированные конструкционные стали, силумины, чугуны средней твердости; 3) ниже средней обрабатываемости - высоколегированные нержавеющие конструкционные стали мартенситного, мартенситно-ферритного, аустенитно-мартенситного классов, твердые чугуны; 4) труднообрабатываемые - высоколе-гированЕ1ые конструкционные стали аусте-нитного класса, жаро- и кислотостойкие специальные никелеферритовые и никелевые сплавы, тугоплавкие сплавы. ТЕРМИЧЕСКАЯ ОБРАБОТКА КОНСТРУКЦИОННЫХ МЕТАЛЛОВ. Стали, поставляемые металлургической промышленностью машиностроительным заводам, находятся в отожженом состоянии. Если структурное состояние и мехатаче-ские свойства сталей в состояеши поставки не удовлетворяют требованиям изготовления из них качественных деталей, то эти стали подвергаются промежуточной термообработке с целью улучшить их структурное состояние и механические свойства (табл. 1.3). После промежуточной термообработки твердость и предел прочности улучшенной конструкционной стали возрастают в среднем на 40% по сравнению с аналогичЕ1ыми параметрами в состоянии поставки. Благодаря промежуточной термообработке существенно повышается качество обработанных поверхностей на деталях. В связи с изменением механических свойств использование термической обработки приводит к изменению обрабатываемости резанием одной и той же марки конструкционной стали. МЕХАНИЧЕСКИЕ СВОЙСТВА КАК РЕЖИМНЫЕ ПАРАМЕТРЫ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ. В связи с тем что с повышением основных показателей механических свойств, а именно твердости и предела прочности, увеличивается сопротивление, которое оказывает металл обрабатываюшему его режущему инструменту, эти показатели приобретают качество режимных параметров. Они выражают качественное и количественное влияние механических свойств металлов на уровень практических режимов их обработки режущими инструментами. В сертификатах, сопровождаюших поставляемые партии стального проката, указываются твердость НВ и предел прочности на растяжение a. Исследованиями установлено, что между твердостью НВ и пределом прочности Од для сталей различных марок существует следующая зависимость: Таблица 1.3. Влияше термообработки на механические свойства конструкционных металлов
(1.1) скк- НВ. Для углеродистых конструкционных сталей коэффициент пропорциональности к = 0,27, для низколегированных сталей = 0,31, для высоколегированных сталей к = 0,41. С точностью, достаточной для практических целей, по уравнению (1.1) можно найти среднее вероятное значение предела прочности на разрыв ст, зная твердость НВ, и, наоборот, по значению Ств можно рассчитать среднюю вероятную твердость НВ. При входном контроле поступающего в металлообрабатывающий цех материала быстрее и проще проверить твердость, чем значение предела прочности а. Поэтому твердость принята в качестве основного параметра, выражающего влияние механических свойств металлов на уровень режимов их обработки резанием. ПОДГОТОВКА КОНСТРУКЦИОННЫХ МЕТАЛЛОВ К ОПЕРАЦИЯМ ОБРАБОТКИ РЕЗАНИЕМ. Выпускаемый металлургической промыпшенностью стальной прокат разных профилей и сечений поставляется машиностроительным заводам в виде прутков, полос и листов. Перед тем как приступить к изготовлению деталей машин, поступивший стальной прокат разделяют в заготовительных цехах на мерные куски. Часть заготовленных мерных кусков стального проката поступает непосредственно в механические цехи. Другую часть в кузнечно-прессовьщ цехах перерабатывают в поковки и штамповки, которые по форме и размерам более близки к готовым деталям. Это позволяет в значительной степени сократить трудоемкость операций, связанных с обработкой резанием. Часто из мерных кусков стального проката разных марок сваривают неразъемную заготовку, которую затем подвергают механической обработке резанием. При необходимости мерные куски стального проката перед механической обработкой поступают в термический цех для предварительной термической обработки. Чугун, алюминий и частично сталь перерабатывают в фасонное литье нуж- ных форм и размеров, например при изготовлении корпусных деталей. Продукцию заготовительных производств - кузнечно-прессовых, литейных, сварочных, термических и механических цехов,- предназначенную для последующей механической обработки резанием с целью изготовления из них необходимых деталей, принято называть заготовками. Масса заготовок всегда больше массы изготовленных из них готовых деталей. Избыток массы, определяющий размер припуска, надлежит срезать с заготовок в процессе механической обработки. Удаление общего припуска с поверхностей заготовок осуществляется обычно за несколько технологических операций режущими инструментами разного вида путем деления его на межоперационные припуски. В теории и практике резания металлов межоперационные припуски на обработку предопределяют глубину резания. § 1.3. ЭЛЕМЕНТЫ РЕЗАНИЯ. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ ПОВЕРХНОСТИ НА ОБРАБАТЫВАЕМЫХ ЗАГОТОВКАХ. Заготовки, предназначенные для изготовления деталей машин, имеют исходные поверхности. В процессе обработки резанием с заготовки, слой за слоем, срезается припуск на обработку, в большинстве случаев прилегающий к имеющимся на заготовке поверхностям. За первый проход режущего инструмента вместе с поверхностным слоем с заготовки срезается и ее исходная поверхность. При этом на заготовке образуется новая поверхность. За второй проход того же или другого режущего инструмента с заготовки срезается второй слой металла и вместе с ним поверхность, образованная во время первого прохода инструмента. После второго прохода на заготовке опять образуется новая поверхность. В сплошном металле заготовок с помощью сверл могут быть изготовлены отверстия. При сверлении срезается ограниченная площадь исходной поверхности заготовки, равная площади поперечного сечения просверливаемого отверстия. По мере углубления сверла в металл в заготовке образуется новая цилиндрическая поверхность. Поверхности на заготовках, срезаемые за каждый очередной проход инструмен- ОЪраЪтыВаемт тбврхтсть Поверхность резания  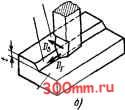 Одрфотанная т&ртость Рис. 1.1. Поверхности но обрабатываемых заготовках при точении (а) и строгании (б) та, принято называть обрабатываемыми поверхностями. Поверхности на заготовках, вновь образуемые во время очередного прохода инструмента, называют обработанными поверхностями. Промежуточную поверхность, временно существующую в процессе резания между обрабатываемой и обработанной поверхностями, принято называть поверхностью резания (рис. 1.1). ГЛУБИНА РЕЗАНИЯ. Чтобы срезать слой металла, оставленный на заготовке как припуск на обработку, лезвия инструмента должны проникнуть в металл на глубину, равную этому припуску. В этом случае весь припуск срезается за один проход инструмента. Если припуск велик, то его срезают за два прохода или более. Величину проникновения лезвий инструмента в металл заготовки во время каждого прохода принято называть глубиной резания. Глубина резания обозначается буквой t и выражается в миллиметрах. В большинстве случаев обработки металлов резанием глубина резания определяется как расстояние между обрабатываемой и обработанной поверхностями, измеряемое в направлении, перпендикулярном обработанной поверхности (рис. 1.1). При сплошном сверлении отвер- стий глубина резания равна радиусу сверла. При торцовом фрезеровании глубина фрезерования равна ширине обрабатываемой заготовки, если она меньше диаметра фрезы. При точении, расточке, рассверливании, развертывании отверстий глубина резания выражается уравнением t = (D - d)ll, где Dud при наружной обточке - соответственно диаметр обрабатываемой и обработанной поверхностей, а при внутренней обработке, наоборот, D - диаметр обработанной поверхности и d - диаметр обрабатываемой поверхности. ДВИЖЕНИЯ, ОСУЩЕСТВЛЯЕМЫЕ МЕХАНИЗМАМИ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ. Рабочий процесс резания возможен только при непрерывном относительном взаимном перемещении обрабатываемой заготовки и лезвий режущего инструмента. Обрабатываемые заготовки и режущие инструменты приводятся во взаимосогласованные движения механизмами металлорежущих станков в соответствии с настройкой их кинематических цепей. Движения могут быть сообщены заготовке и инструменту одновременно, в последовательном порядке, чередуя движения каждого из них, а также только одному из них - инструменту или заготовке. Кинематика станков основана на использовании механизмов, сообщающих исполнительным органам только два простейших движения - вращательное и поступательное. Сочетания и количественные соотношения этих двух движений определяют все известные виды обработки металлов резанием. В процессе резания поступательное или вращательное движение одного из исполнительных органов станка сообщает заготовке или режущему инструменту главное движение резания Dp, происходящее с наибольшей скоростью по сравнению с движениями других органов. Поступательные или вращательные движения остальных органов, независимо от того, приложены они к заготовке или к инструменту, являются вспомогательными и определяют движения подачи Dg. Движение подачи необходимо для обеспечения при осуществлении главного рабочего движения врезания лезвий
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


