
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Технологические способы металлообработки кое моделирование дает только качественную оценку проявлений пластической деформации в тонком поверхностном слое контртела и изнашивания индентора из инструментального материала. Это объясняется тем, что в условиях резания температура на контактных поверхностях 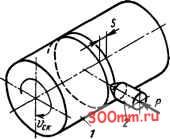 Рис. 6.8. Схема определения значений коэффициента Трения, износа и износостойкости инструментальных материалов лезвий инструментов практически всегда выше, чем на пятне трения индентора. Не давая сопоставимой количественной оценки, моделирование в условиях сухого внешнего трения не может полностью заменить исследования стружкообразования и износа инструмента непосредственно при резании. СОСТОЯНИЕ ПОВЕРХНОСТИ КОНТРТЕЛА. Акад. В. Д. Кузнецов обнаружил, что под действием индентора, прижатого с силой Р к поверхности контртела, например из стали 45, и скользящего по ней со скоростью dj, в поверхностном слое стали происходит пластическая деформация. Пластически деформированный слой налипает на контактную поверхность индентора и образует на ней нарост. Было установлено также, что склонность поверхностного слоя к пластической деформации и образованию наростов зависит от скорости относительного скольжения индентора по поверхности контртела. Образующиеся на инденторе наросты в результате наслаивания новых порций пластически деформированного металла растут, достигают некоторых предельных размеров и, периодически отрываясь от индентора, остаются на цилиндрической поверхности контртела в виде сильно деформированных комочков. Экспериментально было установлено, что состояние поверхности контртела после контакта с индентором зависит от скорости скольжения. При небольших скоростях скольжения 6 м/мин) поверхность контртела повреждается незначительно. Пластическому деформированию и разрушению подвергаются лишь вершины гребешков шероховатости на поверхности. С увеличением скорости скольжения пластическая деформация поверхностного слоя возрастает. При этом зависимость степени повреждения поверхности контртела от скорости скольжения имеет экстремум. Значение критической скорости, при которой деформация будет максимальной, зависит от материала индентора и контртела, а также от силы Р, приложенной к индентору. Например, при скольжении индентора из быстрорежущей стали по контртелу из стали 45 с давлением индентора на контртело р = 0,1 ГПа наибольшие разрушения поверхностного слоя контртела происходят при скорости скольжения Гек = 50 м/мин. После взаимодействия на поверхности контртела остаются борозды глубиной до 0,25 мм и комки металла, являющиеся частицами наростов, сорванных с поверхности индентора. При увеличении скорости скольжения свыше VcK = 75 м/мин повреждения на поверхности образца из стали 45 начинают уменьшаться. ЧАСТОТА ОБРАЗОВАНИЯ НАРОСТОВ. В качестве относительной количественной меры склонности поверхностного слоя контртела к пластическому деформированию под действием индентора может служить количество наростов, оставшихся на пути скольжения индентора по цилиндрической поверхности контртела (рис. 6.9). Расположение кривых показывает, что с увеличением давления индентора скорость, при которой поверхностный слой стали наиболее интенсивно проявляет склонность к пластическому деформированию, уменьшается. Число наростов на одной и той же длине пути скольжения индентора при этом возрастает. Это говорит о том, что с ростом давления пластическая деформация увеличивается. Чем чаще образуются наросты, тем меньше время образования и продолжительность существования нароста на контактной поверхности индентора. При скоростях скольжения, соответствующих максимальной пластичности поверхности стального контртела и образованию максимального числа наростов, продолжительность образова- 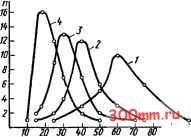 Цм/мии Рис. 6.9. Зависимости количества наростов п на одном метре пути скольжения индентора из быстрорежущей стали по поверхности контртела из стали 50 от скорости скольжения v : t-p = 79 МПо; 2-f) = 300 МПо; 3-р = 600 МПо; 4-р = 920 МПо ния и существования каждого отдельного нароста составляет 0,1.. .0,2 с. Наблюдения В. Д. Кузнецова, отражающие динамику образования наростов на инденторе в условиях внешнего сухого трения, показывают устойчивую склонность сталей к циклическому изменению своих пластических свойств. При этом существенную роль играют значения скорости скольжения и давления на контактирующих поверхностях. Как в условиях сухого внешнего трения, при резании происходит образование наростов на режущих лезвиях, физическая природа и закономерности развития которых подобны. Образование наростов в процессе резания и сухого внешнего трения не является их специфической особенностью, но представляют собой отражение более общих закономерностей изменения пластичности металлов, проявляющихся под действием системы внешних сил в тонких поверхностных слоях металлов. Процесс наростообразования в значительной степени связан с физико-механическими свойствами материалов, из ко- торых выполнены взаимодействующие тела (контртело, индентор, режущий инструмент, заготовка). По мере повышения твердости и уменьшения пластичности уменьшается склонность к проявлению пластической деформации в поверхностных слоях контртела или обрабатываемой заготовки и, следовательно, уменьшается возможность образования наростов как на инденторе, так и на лезвии инструмента. При резании твердых малопластичных сталей, а также если толщина срезаемого слоя превышает 0,25 мм, деформированный металл разрушается непосредственно лезвием, свободным от нароста. § 6.5. ВНЕШНИЙ ВИД И УСАДКА СТРУЖКИ ФАКТОРЫ, ОПРЕДЕЛЯЮЩИЕ ВНЕШНИЙ ВИД СТРУЖКИ. В пре-дьщущем параграфе было показано, что пластические свойства металла проявляются в разной мере в зависимости от давления и скорости скольжения друг по другу поверхностей взаимодействующих материалов. Существенное влияние на протекание пластической деформации стружкообразования оказывают также химический состав и механические свойства обрабатываемого металла, толщина срезаемого слоя, значение переднего угла, определяющего положение передней поверхности. Эти и другие, менее активно действующие факторы определяют конкретное проявление пластической деформации и внешний вид срезаемой стружки. Весьма важно, что стружкообразование не является стабильным процессом. С изменением конкретных условий резания процесс образования и внешний вид срезаемой стружки существенно изменяются. Рассмотрим влияние скорости резания и значение переднего угла на внешний вид стружки. На рис. 6.10 и 6.11 показаны кадры скоростной киносъемки зоны стружкообразования во время точения углеродистой стали марки У8А резцом, оснащенным твердым сплавом Т15К6. Переменными факторами были передний угол и скорость резания. Подача оставалась постоянной S = 0,2 мм/об. Если скорость резания невелика и передний угол отрицателен (рис. 6.10, а), то образование стружки идет неупорядоченно и процесс пластической деформации неустойчив. Срезанная стружка со- стоит из элементов различной формы и размеров, слабо связанных между собой. Металл стружки неравномерно и сильно пластически деформирован. С увеличением переднего угла (рис. 6.10, б) образование стружки становится более упорядоченным и наблюдается некоторое   % 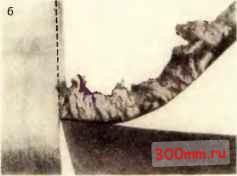 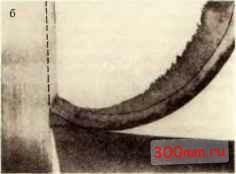 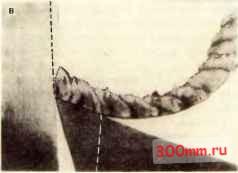 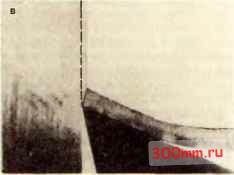 Рис. 6.10. Влияние переднего угла HQ характер стружкообразования при малых скоростях резания (v = 4,5 м/мин): 0-Y--5; б-Y-IO ; в-у = 25 Рис. 6.11. Влияние переднего угла на характер стружкообразования при средних скоростях резания (у ==23 м/мин): о-у-Б : 6-у = 10 ; в-у =25°
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


