
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Технологические способы металлообработки повышение устойчивости процесса стружкообразования. Однако на срезанной стружке все еще имеются местные утолщения и разрушения, образующие неровные, с глубокими впадинами и выступами поверхности. При дальнейшем увеличении переднего угла (рис. 6.10, в) образование стружки протекает еще более упорядоченно и устойчиво. Срезанный металл имеет типичный вид стружки скалывания. Отчетливо видны периодически образующиеся элементы и следы плоскостей скалывания. Из сравнения изображений на рис. 6.10 и 6.11 следует, что увеличение скорости резания при всех значениях передних углов приводит к более стабильному пластическому деформированию материала срезаемого слоя и устранению различий во внешнем виде стружки. Особенно заметно это сказывается при резании резцом с отрицательным передним углом у = - 5°. При большей скорости резания на стружке имеются только отдельные местные утолщения, связанные с неравномерным движением потока стружки по передней поверхности лезвия. Можно отметить также наличие заметного нароста на вершине резца (рис. 6.11, а). Достаточно заметно увеличение скорости резания отразилось на равномерности пластического деформирования и внешнем виде стружки при резании резцом с положительным передним углом у = 10° (рис. 6.11, б). Пластическое деформирование уменьшилось и упорядочилось, стружка стала тоньше и по своему строению и виду приблизилась к стружке сливной формы. При данных условиях резания на вершине лезвия может существовать нарост весьма значительных размеров, соизмеримых с толщиной образующейся стружки. При резании резцом с передним углом у = 25° увеличение скорости резания до 23 м/мин приводит к тому, что типичное элементное строение стружки (стружка скалывания) переходит в типичную сливную стружку (рис. 6.11, в), т. е. в материале срезаемого слоя протекают вполне стабильные пластические деформации. Из изложенного можно сделать вывод, что скорость резания оказывает большее влияние на стабильность пластической деформации металла при стружкообразовании, чем значение переднего угла. УСАДКА СТРУЖКИ. Степень пластической деформации металла в процессе стружкообразования принято оценивать усадкой стружки, т. е. сопоставлением продольных и поперечных размеров срезаемого слоя и стружки, образовавшейся после срезания этого слоя. Пластическая деформация, как это было рассмотрено в § 6.1, состоит в непрерывном последовательном перемещении элементарных объемов массы металла в направлении плоскостей сдвига. В результате пластического деформирования металла в процессе стружкообразования длина I2 срезанной стружки меньше длины Zi срезанного слоя, а толщина Дг и ширина стружки, наоборот, больше толщины Qi и ширины bj срезаемого слоя. Таким образом, продольная усадка стружки 1 = I2/I1 < 1; поперечная усадка стружки = йг/й! 1; уширение стружки = Ьг/Ьх 1. Наиболее часто степень пластической деформации металла в стружке принято оценивать коэффициентом усадки К, - величиной, обратной продольной усадке (6.1) К, = hlh = Vli > 1. Длина I2 стружки обычно измеряется с помощью гибкой нити, прилегающей к гладкой поверхности куска стружки между точками А к Б (рис. 6.12). Более точные результаты могут быть получены, если длину kcp измерять по средней линии куска стружки между точками Ai и £1. При изучении усадки стружки не всегда известна длина li слоя, после срезания которого образовался наличный кусок стружки. В таких случаях исходят из положения, что при пластическом деформировании сплошность металла не нарушается и, следовательно, плотность р исходного металла и деформированного металла стружки остается постоянной. При одинаковой плотности масса стружки /Петр некоторой длины равна массе соответствующего объема срезанного слоя Масса стружки может быть найдена взвешиванием, например, на аналитических весах. Масса фезаемого слоя связана с параметрами его поперечного сечения уравнением т = аЫip, где а и b - соответственно толщина и шири- на срезаемого слоя, мм, а р - нлот- 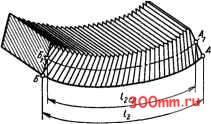 Рие. 6.12. Измерение длины стружки для вычисления ее усадки ность обрабатываемого металла, выраженная в г/мм. На основании уравнения (3.3) массу срезаемого слоя можно выразить через параметры режима резания: Шел = Stlip, где S - подача; t - глубина резания. Следовательно, длина срезаемого слоя, из которого образовалась измеренная стружка, определяется выражением /i = mJ{Stp) = m p/(Stp), а ее продольная усадка (6.2) 1 = h/h = hStp/mp. Метод определения усадки стружки, полученной при заданных режимах S и t, измерением ее длины и массы взвешиванием пргаято назьшать весовым методом. Для наиболее употребительных обрабатываемых материалов в табл. 6.1 приведены экспериментально полученные значения продольной усадки стружки, а также основные механические свойства этих материалов и режимы обработки. Анализируя табличные данные, можно видеть устойчивую корреляцию между продольной усадкой стружки и пластическими свойствами обрабатьшаемых материалов. § 6.6. ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ В ЗОНЕ СТРУЖКООБРАЗОВАН ИЯ МЕТАЛЛОГРАФИЧЕСКИЕ ИССЛЕДОВАНИЯ ЗОНЫ СТРУЖКООБРАЗОВАНИЯ. Первые металлографические исследования зоны стружкообразования были проведены в 1914-1915 гг. русским ученым Я. Г. Усачевым. По результатам этих исследований впервые были раскрыты внутренние изменения структурного строения металла в процессе образования стружки. Я. Г. Усачев уточнил и углубил первоначальные представления о стружкообразовании, сформулированные И. А. Тиме. Подтвердив существование границы распространения существенных пластических деформаций в металле срезаемого слоя, Я. Г. Усачев металлографическими исследованиями показал, что пластическая деформация внутри металла стружки происходит под углом 9 к плоскости скалывания, что приводит к образованию характерной текстуры стружки (см. § 6.2). Структурные изменения, являющиеся следствием пластической деформации и внутренних разрушений в объеме срезаемого слоя металла, можно документально зафиксировать на металлогра- Таблица 6.1. Усадкв стружки для различных обрабатываемых материалов при разных режимах обработки
S, MM/об   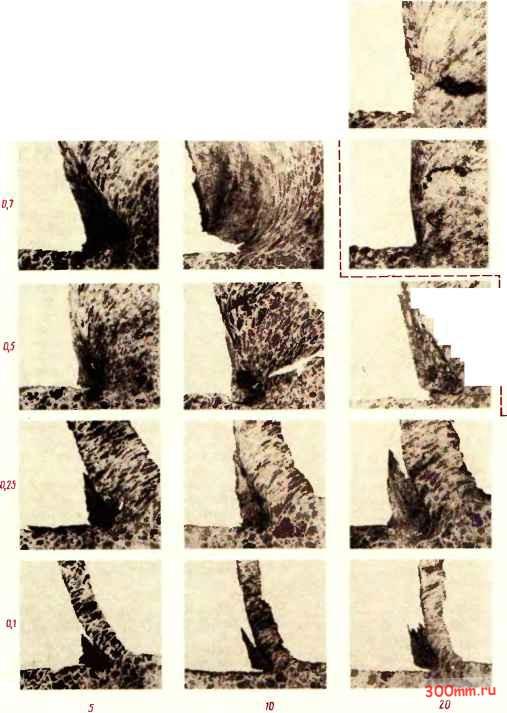 Рис. 6.13. Металлографические снимки корней стружки 76
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


