
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Технологические способы металлообработки 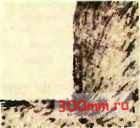 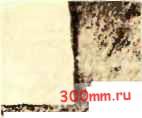   3l  а§?да?т; ? - wl-ijp --/Ф!    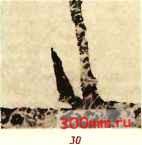  ---4  JO и;п/пии Рис. 6.13. Продолжение 77 фических снимках, а затем оценить их качественно и количественно. Металлографические снимки в увеличенном масштабе дают изображения внутренних сдвигов и разрушений в пластически деформированном металле, раскрывают механизм образования новых поверхностей, наростов и трещин. Объектом съемки на металлографических снимках являются объемы материала фезаемого слоя и стружки, прилегающие к лезвию резца. Для получения этих объектов, получивших название корней стружки, необходимо осуществить прекращение процесса резания с помощью специальных устройств мгновенного останова . При разработке таких устройств стремятся обеспечить прекращение процесса резания без нарушения картины деформаций в корне стружки. Это достигается за счет отбрасывания резца со скоростью, превышающей скорость резания, по траектории, обеспечивающей отсутствие взаимодействия резца со стружкой и обрабатываемой деталью после прекращения процесса резания. Наиболее полную информацию для выявления общих закономерностей протекания пластических деформаций в зоне стружкообразования дают системные металлографические исследования (рис. 6.13). Обрабатываемым материалом в данном случае являлась углеродистая конструкционная сталь 45, а резание осуществлялось всухую резцами из быстрорежущей стали Р6М5 с передним углом у = 15°. По горизонтали можно проследить влияние скорости резания v на характер изменения пластических деформаций в зоне стружкообразования, а по вертикали - влияние подачи S. ВЛИЯНИЕ РЕЖИМОВ РЕЗАНИЯ НА ОБРАЗОВАНИЕ НАРОСТА. По состоянию деформированного обрабатываемого материала, находящегося в контакте с передней поверхностью резца, все микроструктуры могут быть условно разделены на две части (пунктирной линией на рис. 6.13). При малых скоростях резания и малых значениях подачи левее разделительной линии на рис. 6.13 на всех металлографических снимках видны образования клиновидной формы со слоистым строением. В процессе резания эти образования находились в непосредственном контакте с опорной передней поверхностью и главной режущей кромкой лезвия резца. В момент прекращения процесса резания при быстром откидывании резца клиновидные образования Вторая зона (нет иаростоВ) 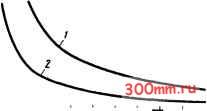 5, мм/об 0,9 0.8 О? 0,6-0.5- 0.3- 0.Z- ПерШ зона 0,1-(ест наросты/ о 5 if) 75 20 25 fO Jt!f 0 Цм/тн Рис. 6.14. Граничные кривые двух зон резания теряют контакт с лезвием резца и остаются достаточно прочно соединенными с корнем стружки. При больших скоростях резания и больших значениях подач (правее разделительной линии на рис. 6.13) клиновидные образования отсутствуют. Возникающие в процессе резания клиновидные образования на передней поверхности лезвия резца получили название наростов. В некоторой части литфатуры эти образования были названы застойной зоной . Образование наростов при резании конкретного металла зависит от режимов резания, а точнее от соотношения подачи и скорости резания. В координатах скорость резания - подача разделительная линия имеет вид монотонной кривой, которая аппроксимируется гиперболой (6.3) S = c/d, где S - подача; v - скорость резания; с - параметр. На рис. 6.14 приведены кривые границы возникновения наростов при различных сочетаниях подачи и скорости резания для двух обрабатываемых материалов - конструкционной углеродистой стали 45 (кривая I) и нержавеющей стали 0Х12НД (кривая 2). Эти *;ривые разделяют поле S - v для каждого обрабатываемого металла на две зоны - зоны существования и зоны отсутствия наростов. Если подача S выражена в мм/об, а скорость резания v в м/мин, то для стали 45 в уравнении (6.3) параметр с = 10, а для стали 0Х12НД с = 4. При Sv < с стружкообразование сопровождается развитием нароста, а при Так, обработку конструкционных сталей фасонными резцами обычно ведут со скоростями резания и = 30.. .50 м/мин и подачами S = 0,02.. .0,05 мм/об. Таким образом, как мы видим, получается, что при всех режимах выдерживается условие Sv <с = 10 и точение фасонными   Рис. 6.15. Металлографический снимок корня Рис. 6.16. Металлографический снимок корня стружки, полученного при развертывании стали 45 стружки, полученного при протягивании стали 45 Sv > с наросты не образуются. Зона режимных параметров, в которой Sv < с, условно называется первой зоной, а зона, где Su > с, - в т о р о й зоной. Так как процессы деформации обрабатываемого металла в зоне стружкообразования имеют одну и ту же физическую основу не только при токарной, но и при остальных методах обработки резанием, то явление наростообразования следует ожидать и на рабочих лезвиях других режущих инструментов. НАРОСТООБРАЗОВАНИЕ ПРИ РЕЗАНИИ РАЗЛИЧНЫМИ ВИДАМИ РЕЖУЩИХ ИНСТРУМЕНТОВ. Металлографические исследования корней стружек, срезанных со стальных заготовок некоторыми видами режущих инструментов, подтверждают справедливость общей закономерности, выражающейся в том, что имеет место наростообразование, если выполняется неравенство Sv < с. резцами ведется в зоне устойчивого наростообразования. То же касается разверток, которые работают со скоростями резания v = = 10.. .30 м/мин и каждый их режущий зуб срезает слой толщиной = 0,01... .. .0,1 мм. На рис. 6.15 показан корень стружки, полученный при развертывании стали 45, на котором отчетливо виден нарост. Протяжки обычно работают со скоростями резания i;=1...10 м/мин, причем каждый ее рабочий зуб срезает слой толщиной = 0,01.. .0,1 мм. На рис. 6.16 представлен металлографический снимок корня стружки, полученного при протягивании стали 45. Нарост в этих условиях весьма развит и соизмерим по своим размерам с толщиной срезаемой стружки. Киносъемка процесса резания протяжками показывает, что нарост образует-
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


