
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Технологические способы металлообработки с помощью соответствующей термической обработки. ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ НАРОСТОВ. Наросты как рабочие лезвия имеют округленную режущую кромку и сопряженные с ней переднюю и заднюю поверхности. Радиус закругления верщины нароста зависит от толщины срезаемого слоя и скорости резания. При сравнении металлографических снимков корней стружки, полученных при резании углеродистой и нержавеющей сталей, видно, что наросты существенно отличаются по форме и размерам, в частности и по радиусу закругления верщины. Для углеродистой стали 45 зависимость радиуса Го закругления верщины нароста от режимных параметров выражается эмпирическим уравнением Го = 0,105flO-i;°; для нержавеющей стали 0Х12НД радиус округления вершины нароста / o = 0,876flO-7i;O-**, где о - толщина срезаемого слоя, мм; г; - скорость резания, м/мин. Значения радиуса закругления г о вершин наростов для некоторых режимов обработки даны в табл. 6.2. Передний угол нароста, определяемый положением поверхности нароста, с которой находится в контакте образовавшаяся стружка, всегда больше переднего угла резца или другого режущего инструмента. Независимо от того, под каким передним углом в пределах у =-5 ... 4-25° заточена передняя поверхность лезвия, образующийся на ней нарост имеет примерно одинаковую форму и положение относи тельно направления скорости резания. Соответственно, передний угол нароста также имеет примерно одинаковое значение. Вместе с тем значение переднего угла нароста охфеделяется толщиной а срезаемого слоя. При резании углеродистой стали 45, например, передний угол нароста с увеличением толщины срезаемого слоя а от 0,1 до 1 мм возрастает от 30 до 40°. При резании нержавеющей стали 0Х12НД передний угол нароста соответственно возрастает от 20 до 30°. Задняя поверхность нароста начинается в точке, где предельно деформированный обрабатьшаемый металл разрушается и на заготовке непрерывно возникает новая поверхность резания (обработанная поверхность). От этой точки разрушения на всем протяжении между задней поверхностью нароста и возникающей новой поверхностью на обрабатываемой заготовке образуется щель клиновидной формы. Угол этой щели является задним углом нароста. Значение заднего угла нароста обычно меньше значения заднего угла а лезвия инструмента. РОЛЬ НАРОСТОВ В ФОРМИРОВАНИИ ОБРАБОТАННЫХ ПОВЕРХ-НОСТЕЙ. в режимных условиях первой зоны резания образующиеся наросты становятся реальными лезвиями с присущими им геометрическими параметрами. Наросты оказывают на срезаемый слой силовое воздействие, при котором металл срезаемого слоя подвергается пластическому деформированию стружкообразования и разрушениям, связанным с образованием новых поверхностей на срезаемой стружке и на обрабатываемой заготовке. Наросты приобретают качества Таблица 6.2. Радиус закругления го, мм, вершины нароста
активных режущих элементов, а конструктивные режущие элементы инструментов играют лишь роль опорных поверхностей для образующихся наростов. Для таких инструментов, как фасонные резцы, гаечные метчики, развертки и протяжки, обычно работающих в режимных условиях первой зоны резания, роль наростов как активных лезвий имеет определяющее значение. Такие важные технологические параметры, как точность формы и размеров, шероховатость обрабатываемых поверхностей и остаточные напряжения в поверхностном слое этих поверхностей, определяются наростом, геометрические параметры которого не поддаются управлению. Наличие нароста, образующегося при резании, например, углеродистой стали, и нависающего над режущей кромкой резца (см. рис. 6.24) приводит к следующим последствиям: а) в процессе увеличения высоты нароста увеличивается фактическая глубина резания и соответственно изменяются размеры обработанных деталей; б) на обработанных поверхностях остаются продукты разрушения наростов, местные уступы и трещины, что отрицательно влияет на шероховатость и упрочненное состояние обработанной поверхности. Наросты, образующиеся при обработке пластичных нержавеющих сталей, над режущей кромкой не нависают (см. рис. 6.25), а располагаются на лезвиях инструментов так, что новые поверхности на заготовках формируются в точках разрыва, практически совпадающих с режущими кромками. Продукты разрушения наростов уносятся стружкой и на обработанную поверхность не попадают. Такой характер образования и разрушения наростов позволяет получать более точные размеры деталей и уменьшить шероховатость обработанных поверхностей. В некоторых литературных источниках наростам, образующимся на лезвиях инструментов, приписывается свойство уменьшать интенсивность изнашивания задних поверхностей инструментов. Однако ни научные исследования, ни промышленная практика такого предположения не подтвердили. §6.9. ОБРАЗОВАН ИЕ СТРУЖКИ И НОВЫХ ПОВЕРХНОСТЕЙ В РЕЖИМНЫХ УСЛОВИЯХ ВТОРОЙ зоны РЕЗАНИЯ Как было изложено в § 6.4 и 6.8, стали обладают свойством проявлять повышенную склонность к пластическому дефор-Ф 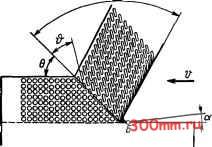 Рис. 6.28. Схема пластической деформации и образования новых поверхностей в режимных условиях второй зоны резания мированию под действием внешних сил. В пределах тонких поверхностных слоев глубиной менее 0,25 мм эта повышенная пластичность приводит к наростообразованию. В более глубоких слоях стали теряют это свойство и становятся более хрупкими. В процессе резания уменьшение пластичности сталей проявляется в отсутствии наростообразования, что является характерным признаком работы во второй режимной зоне резания. Отсутствие наростов во второй зоне режимов резания вызывается изменением механизма образования стружки и возникновения новых поверхностей на стружке и на обрабатываемой заготовке. В этом случае схема деформирования верхней части срезаемого слоя проходит так же, как изображено на рис. 6.20; металл элементарного объема нижней части слоя, достигнув предельно возможной степени пластической деформации, разрушается только в одной точке Б (рис, 6.28). При разрушении металла в точке Б одновременно возникают две новые поверхности: нижняя опорная поверхность на стружке и поверхность резания на обрабатываемой заготовке. Прежде чем наступает разрушение, металл под дей- ствием сил изгибается, обтекая округленную вершину режущей кромки резца. На металлографических снимках корней стружек следы этого изгиба видны как изогнутые против движения стружки текстурные элементы, примыкающие к ее нижней опорной поверхности (рис. 6.29). В режимных условиях второй зоны ре- образованные за последний оборот заготовки перед моментом выключения подачи. При протягивании обработанными поверхностями становятся поверхности резания, воспроизведенные последними режущими зубьями протяжек. в большинстве же случаев - при продольной и поперечной обточке, обработке Рис. 6.29 Изгиб текстуры в стружкв вблизи ее прирезцовой поверхности  зания доля а толщины срезаемого слоя а, затрачиваемая на наростообразование (см. рис. 6.21), также отсутствует. Весь срезаемый слой в процессе резания превращается в стружку. Резание без наростообразования (в условиях второй зоны режимов резания) положено в основу рассмотрения физических процессов и расчетных уравнений, изложенных в последующих главах. § 6.10. КАЧЕСТВО ОБРАБОТАННЫХ ПОВЕРХНОСТЕЙ ФОРМИРОВАНИЕ ОБРАБОТАННЫХ ПОВЕРХНОСТЕЙ. В процессе резания лезвия инструментов создают на обрабатываемых заготовках поверхности резания. В некоторых случаях, например при обточке фасонными резцами и подрезке торцовых поверхностей токарными резцами с главным углом в плане ф = 90°, обработанными поверхностями становятся поверхности резания. сверлами, зенкерами, развертками, при резьбонарезании - обработанные поверхности состоят из совокупности тех частей поверхностей резания, которые на обрабатываемых заготовках воспроизводятся угловыми переходами мест сопряжения главных и вспомогательных режущих кромок. Вспомогательные режущие кромки и примыкающие к ним угловые сопряжения с главными кромками воспроизводят на заготовках поверхности резания, становящиеся обработанными поверхностями не удаленных лезвиями остаточных сечений фезаемого слоя. Угловые переходы фактически представляют собой криволинейные лезвия, контур которых образован закругленной вершиной и сопряженными с ней главной и вспомогательной режущими кромками. Поверхности резания, образованные за каждый оборот угловым криволинейным лезвием, в совокупности образуют общую обработанную поверхность. Сформированная таким образом обработанная поверхность в направлении подачи имеет закономерный геометрический рельеф, характеризу-
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


