
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Технологические способы металлообработки принимает форму витой пружины с радиусом, близким к радиусу кривизны лунки. По мере увеличения износа передней поверхности резца радиус кривизны лунки и изогнутой ею стружки постепенно уменьшается (рис. 6.33, б-г). В конце периода стойкости резца радиус кривизны вогнутой поверхности лунки становится столь малым, что срезанная стружка, сворачиваясь в спираль, упирается в обрабатываемую поверхность и под действием сил реакции этой поверхности ломается на куски неполного витка (рис. 6.33, д, е) тем меньшей длины, чем меньше радиус кривизны лунки. Сила резания § 7.1. ОПРЕДЕЛЕНИЕ СИЛЫ РЕЗАНИЯ В процессе резания на лезвие инструмента действуют силы сопротивления перемешению его по траектории относительного рабочего движения. Результиру-юшая этих сил называется силой резания. Силы сопротивления рабочему движению лезвия не стабильны: их значения могут колебаться на +(5... 10)% от средней величины. По тем же причинам нестабильно и направление действия силы резания, которое изменяется одновременно с текущим значением силы резания. Периодические изменения (колебания) силы резания могут привести к нежелательным вибрациям. ИСТОЧНИКИ ВОЗНИКНОВЕНИЯ СИЛЫ РЕЗАНИЯ. Источниками препятствий рабочему движению лезвий являются: а) сопротивление обрабатываемых материалов пластической деформации стружкообразования; б) сопротивление пластически деформированных металлов разрушению в местах возникновения новых поверхностей; в) сопротивление срезаемой стружки дополнительной деформации изгиба и ломанию; г) силы трения на лезвии и других трущихся поверхностях рабочей части инструмента. Силу резания принято обозначать буквой Р латинского алфавита и выражать в ньютонах (Н) или килоньютонах (кН). РАСПРЕДЕЛЕНИЕ ДАВЛЕНИЯ НА ПОВЕРХНОСТЯХ ЛЕЗВИЯ. Взаимодействие режущего инструмента с обрабатываемым материалом осуществляется через контактные площадки, расположенные на передней и задней поверхностях лезвия. Обрабатываемый материал, оказывая сопротивление рабочему движению инструмента, воздействует на контактные площадки неравномерно распределенной нагрузкой р. Закон распределения давления р по передней поверхности показан на рис. 7.1. Наибольшее давление р действует вблизи главной режущей кром- ки (точка 1). По мере удаления от нее давление р убывает, и в точке 2, в которой прекращается контакт сбегающей стружки с лезвием, давление р = 0. Ширина 1-2 контактной площадки при обработке хрупких металлов, например чугуна, равна или ненамного больше толщины 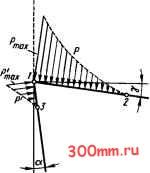 Рис.-7.1. Роспределение довления но передней и задней поверхностях лезвия резца срезаемого слоя. При обработке пластичных металлов ширина контактной площадки в 1,5... 3 раза больше толщины срезаемого слоя. На заднюю поверхность лезвия также действует неравномерно распределенная нагрузка р, максимальное значение которой наблюдается у главной задней кромки и уменьшается до нуля в месте 5 прекращения контакта задней поверхности лезвия с поверхностью резания и обработанной поверхностью на заготовке (рис. 7.1). Такие закономерности распределения давления поперек передней и задней контактных поверхностей лезвия сохраняются вдоль всей ширины срезаемого слоя b = t/sin ф, где t - глубина резания; ф - главный угол резца в плане. Размеры контактных площадок на передней и задней поверхностях лезвия резца и неравномерный характер распределения на них нормальных сил имеют существенное значение в комплексе тех физических процессов, которые приводят к износу лезвий и потере инструментом режущих свойств. РЕЗУЛЬТИРУЮЩАЯ СИЛА РЕЗАНИЯ. Для решения ряда теоретических и практических задач, например для определения эффективной мощности, затра- чиваемой на резание, крутящего момента, передаваемого зубчатыми колесами коробок скоростей и подач, прогиба и, следовательно, точности диаметра при обработке нежестких валов, требуется знание как значения действующей силы резания, так и направления ее действия. Вычислять значения силы резания по размерам контактных площадок на лезвии и распределенному по ним неравномерному давлению сложно и трудоемко. Эти задачи решаются более просто, если нагрузку на лезвия заменить эквивалентной по значению и направлению действия результирующей силой резания, которая может быть выражена вектором Pp. Точка приложения силы может быть условно отнесена к различным участкам режущего лезвия в зависимости от решаемой задачи. Так, если рассматривают действие силы резания Р, на резец, ее принято относить к вершине резца (рис. 7.2, а); если силу резания относят к обрабатываемой заготовке, точку ее приложения полагают лежащей на окружности наибольшего радиуса заготовки (рис. 7.2, б). Более обоснованно рассматривать результирующую силу Р, приложенной к середине фактически режущей части кромки (рис. 7.2, в). РАЗЛОЖЕНИЕ РЕЗУЛЬТИРУЮЩЕЙ СИЛЫ РЕЗАНИЯ. В общем случае вектор результирующей силы Р в зависимости от комплекса условий резания имеет различные значения и направления действия. Для удобства расчетов результирующую силу резания Р рассматривают в пространственной декартовой координатной системе xyz. В резании металлов приняты следующие принципы ориентации системы координат. Начало системы координат принято совмещать с точкой 1 вершины резца, установленной на высоте оси вращения заготовки (рис. 7.3). Ось X располагается горизонтально параллельно оси вращения обрабатываемой заготовки; ось у горизонтальна и перпендикулярна оси вращения заготовки (параллельно оси v обычно располагают геометрическую ось державки резца); ось z вертикальна и направлена вниз. Вектор равнодействующей силы Р мо- жет быть спроецирован на оси х, у и z. Проекция силы Рр на ось х называется осевой составляющей Р, силы резания. Осевая составляющая Р. равна сопротивлению обрабатываемого металла врезанию резца в направлении подачи ления металла срезаемого слоя пластической деформации стружкообразования, разрушения, связанного с образованием новых поверхностей, изгиба стружки и сил трения, действующих в направлении оси Z. 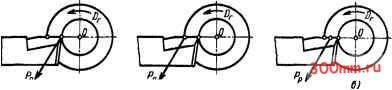 а) - б) Рис. 7,2. Приложение к главной режущей кромке резца приведенной силы резания Рр 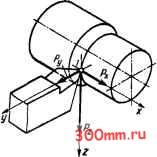 Рис. 7.3. Составляющие силы резания S и действующих в этом направлении сил трения. Значение осевой составляющей Р необходимо знать при расчетах на прочность опор шпинделя и механизма подачи станка. Проекция силы Рр на ось у называется радиальной составляющей Ру силы резания. Она изгибает обрабатываемую заготовку в горизонтальной плоскости, что может служить причиной снижения точности обработки длинных заготовок, а также вызывает нежелательные вибрапии. Проекция силы Рр на ось z называется вертикальной (главной) составляющей Р силы резания. Если точка приложения равнодействующей лежит на высоте оси вращения заготовки, направления вертикальной составляющей и вектора окружной скорости заготовки v совпадают. Вертикальная составляющая силы резания Р равна суммарному действию сил сопротив- 4 Резание металлов 97 СООТНОШЕНИЕ МЕЖДУ СОСТАВЛЯЮЩИМИ СИЛЫ РЕЗАНИЯ. Это соотношение не постоянно. Например, при резании сталей вновь заточенными резцами с главным углом в плане Ф = 45° имеют место соотношения Px/Pz X 1/3 и Py/Pz ~-1/4. За время резания до последующей переточки лезвие резца изнашивается. Износ передней поверхности мало влияет на соотношение составляющих силы резания. Износ же задней поверхности лезвия существенно влияет на значения горизонтальных составляющих Р и Ру. За период стойкости они постепенно возрастают и перед повторной переточкой практически устанавливается равенство всех трех составляющих силы резания, т. е. Рх РуХ Р. Все прочностные и мощностные расчеты ведутся по максимально достигаемым значениям составляющих силы резания. Из написанных вьппе соотношений .между ними следует, что наибольшей из составляющих является вертикальная составляющая Рг, и, следовательно, она в основном определяет ход процессов, протекающих в зоне стружкообразования. В технической литературе по резанию металлов и технологии машиностроения под силой резания принято понимать вертикальную (главную) составляющую и обозначать ее буквой Р без указания индекса. Лишь в тех случаях, когда имеются в виду определенные составляющие, употребляются вьш1епри-веденные обозначения Р Р и Р.. Со-
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


