
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Технологические способы металлообработки последняя развивает ТЭДС почти вдвое большую (рис. 8.6), чем первая. Если в качестве одного из термоэлектродов взять инструментальный или обрабатываемый металл типа углеродистых сталей, то в качестве второго термоэлектрода целесообразно использовать проволоку, изготовленную из копеля или кон-стантана. Если обрабатываемым материалом ВО 50 40 30 20 W
Рис. 8.6. Характеристика хромель-алюмеле-вой (/) и хромель-копелевой (2) термопар (первым термоэлектродом) является алюминий или никель, то более предпочтительным материалом для второго термоэлектрода является хромель. В области резания металлов стандартные хромель-алюмелевые и хромель-копе-левые термопары принято называть искусственными термопарами; образованные из копелевой или констан-тановой проволоки и инструментального или обрабатываемого металлов - полуискусственными термопарами; образованные из обрабатываемого и инструментального металлов - естественными термопарами. Большое влияние на значение ТЭДС оказьгеают химический состав и наличие различных примесей как в инструментальном, так и в обрабатываемом материалах. В связи с этим при использовании полуискусственных и естественных термопар необходимо их тарировать. Для этого из инструментального и обрабатываемого материалов изготовляются тер-мозлектроды А и Б. В качестве термоэлектрода обрабатываемого материала может быть использована стружка, срезанная с одной из заготовок. Спай термоэлектродов А и Б образует рабочий конец. Его погружают в тигель с расплавленным металлом, например оловом, при температуре 6,. Свободные концы термоэлектродов при комнатной температуре присоединяются к клеммам измерителя. В тот же тигель с расплавленным металлом погружают рабочий конец контрольной термопары (рис. 8.7, а), показания которой измеряются собственным измерителем. Процесс тарирования ведется в условиях постепенного нагрева или охлаждения расплавленного в тигле металла. По показаниям тарируемой и Контрольная Тарируемая термопара термопара 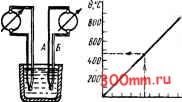 о W 30 50 ГЭДСмВ 5) Рис. 8.7. Тарирование естественной термопары: о - схема тарирования; 6 - тарировоч-ный график контрольной термопар строится тарировоч-ный график (рис. 8.7, б). Пользуясь тариро-вочным графиком, полученные при эксперименте значения ТЭДС полуискусственной или естественной термопары можно перевести в эквивалентные значения температуры на лезвии инструмента. ИЗМЕРЕНИЕ ТЕМПЕРАТУРЫ РЕЗЦА ИСКУССТВЕННОЙ ТЕРМОПАРОЙ. Первым этот метод измерения температуры резца применил русский ученый Я. Г. Усачев. В отверстие, просверленное в корпусе резца (рис. 8.8), вставлялась термопара. Спай рабочего конца термопары касался в точке 1 нижней поверхности быстрорежущей пластинки. Пластинка, прикрепленная к корпусу резца, выполниет функцию передней поверхности лезвия. В процессе резания тепловой поток, генерируемый на контактных поверх-ностих лезвия, нагревал быстрорежущую пластинку и рабочий спай термопары. Просверливая отверстия в разных местах корпуса, можно последовательно одной или одновременно несколькими термопарами измерять температуру в разных точках быстрорежущих пластинок разной толщины и составить по результатам измерения температурное поле режущей части резца. Опыт показывает, что измерение температуры в исследуемых точках производится с достаточной точностью. если рабочий спай 1 термопары прижат к поверхности с силой не менее 50 Н. Так как прижатие рабочего спая термопары с такой силой не всегда возможно, то его обычно приваривают конденсаторной сваркой к поверхности быстрорежущей ной температуре на клемме 4 измерителя. Чтобы не возникали паразитные термопары, вызванные прогревом быстрорежущей пластинки при резании по всей ее длине, в точке 2 к ней приваривается удлинительный провод из быстрорежущей 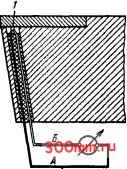 g WfUlfUH r\fa Рис. 8.8 Измерение темпероту-ры резца методом искусственной термопары пластинки в точке, где требуется измерять температуру. ИЗМЕРЕНИЕ ТЕМПЕРАТУРЫ РЕЗ-ЦА ПОЛУИСКУССТВЕННОЙ ТЕРМОПАРОЙ. Для измерения температуры Рис. 8.9 Измерение температуры резца методом полуискусственной термопары резца Я. Г. Усачев применял также полуискусственную термопару (рис. 8.9). Одним термоэлектродом А этой термопары является продетая через отверстие, просверленное в резце, проволока из копеля или константана. От корпуса резца проволока изолируется, например, керамической трубкой. Вторым термоэлектродом Б служит быстрорежущая пластинка. Оба термоэлектрода взаимно соприкасаются (свариваются) в точке 1, образуя рабочий (горячий) конец термопары. Холодный конец электрода А находится при комнат-  ВиВА поШнито  штт>тш. Рис. 8.10 Измерение температуры рез-цо методом естественной термопары стали той же марки, что и сама пластина. Тогда холодный конец термоэлектрода Б находится также при комнатной температуре на клемме 5 измерительного прибора. Термоэлектродвижущая сила, фиксируемая этим прибором, пропорциональна темпфатуре точки I рабочего спая термоэлектродов А м Б. ИЗМЕРЕНИЕ ТЕМПЕРАТУРЫ РЕЗЦА ЕСТЕСТВЕННОЙ ТЕРМОПАРОЙ. Рабочим концом естественной термопары являются площадки взаимного касания лезвия резца, стружки, поверхности резания на заготовке. Контактные поверхности лезвия наиболее нагружены и подвержены наибольшему нагреву. Этот метод позволяет измерить температуру непосредственно на поверхности наиболее нагретого участка лезвия. Схема измфения температуры естественной термопарой показана на рис. 8.10. Обрабатываемая заготовка при закреплении в патроне токарного станка изолируется прокладками. Резец также изолирован от суппорта станка. Один из удлинительных термоэлектродов 2-3 присоединен в точке 2 к инструментальному материалу, оснащающему режущую часть 1 резца, и выполнен из того же материала. Другой удлинительный термоэлектрод 4-5 связывает измерительный прибор с обрабатываемой заготовкой через токосъемник в точке 5, который в простейшем случае представляет собой металлическую или угольную щетку, скользящую по поверхности вращающейся заготовки. температурой (575 °С) удалена от вершины резца на расстояние хО,5 ... 1,5 мм и отстоит на расстоянии 0,08 мм от опорной поверхности. В зоне контакта стружки с инструментом температура в поперечном сечении стружки переменна и убьшает в направлении от прирезцовых слоев § 8.3. ТЕМПЕРАТУРА В ЗОНЕ РЕЗАНИЯ Теплота, выделяющаяся в зоне резания, согласно уравнению теплового баланса (8.3) нагревает: а) стружку; б) обрабатываемую заготовку и в) режущий инструмент - резец. ТЕМПЕРАТУРНОЕ ПОЛЕ В СТРУЖКЕ. Измерение температуры в стружке в процессе резания было осуществлено на основе методики, схема которой показана на рис. 8.11. Концы изолированных константановых проволочек диаметром 0,12 мм были закреплены в глухих отверстиях, просверленных в стальном бруске на разной глубине 1ц в пределах толщины срезаемого слоя а = 1,25 мм. Под действием сил, развиваемых строгальным резцом, двигающимся со скоростью v, металл срезаемого слоя пластически деформировался и константановые проволочки прочно защемлялись каждая в своем отверстии, образуя полуискусственные термопары обрабатываемая сталь - константан. Свободные концы термопар присоединялись к бруску в достаточно удаленной от зоны резания точке 2. В процессе строгания в местах защемления /, проволочек возникала ТЭДС, которая измерялась электронным осциллографом. По результатам такого измерения бьшо построено температурное поле в стружке (рис, 8.12). В разных точках только что сформировавшейся стружки температура различна. Наиболее высокую температуру стружка имеет в локальном приграничном слое того отрезка опорной поверхности, которым она в данный момент скользит по контактной поверхности лезвия резца. Выделяющаяся при скольжении теплота нагревает прирезцовые слои стружки по мере ее продвижения от вершины резца и изотерма с максимальной 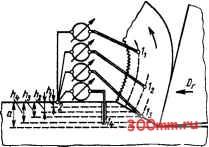 Рис. 8.11. Измерение температуры в срезаемой стружке с помощью полуискусственных термопар 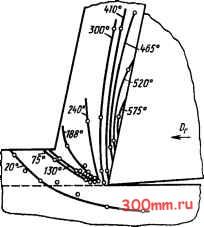 Рис. 8.12. Температурное поле в стружке (по результатам аксперимента) стружки к ее внешней свободной поверхности. После того как стружка теряет контакт с лезвием резца и продолжает движение в воздухе, теплота распространяется с более нагретых в менее нагретые части стружки до тех пор, пока температура не выравняется по всему сечению. При резании сталей с большими подачами и скоростями резания иногда можно наблюдать, что образующаяся в зоне резания стружка имеет присущий металлу серый цвет, а
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


