
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Технологические способы металлообработки затем, двигаясь в воздухе, на некотором расстоянии от лезвия она становится красной. Далее, отдавая в окружающую среду накопленную теплоту, стружка темнеет и постепенно охлаждается до комнатной температуры. Задержка свечения стружки вызвана возникновением в ней в момент ее образования в зоне резания температурного поля с большими температурными градиентами. Прогрев по толщине занимает некоторое время и видимое свечение становится заметным на некотором расстоянии от зоны резания. Температура поверхности стружки в этот момент составляет 600 ... 750 °С. При резании сталей с малыми подачами и большими скоростями в зоне резания устанавливается напряженный тепловой баланс. В стружке накапливается относительно большое количество теплоты, которая еще в зоне резания нагревает тонкую стружку до высоких температур, отчего она в непосредственной близости от плоскости скалывания нагревается до светло-оранжевого свечения, свидетельствующего о том, что ее поверхность имеет температуру 0 9ОО ... 1000°С. Сойдя с лезвия резца и двигаясь в воздухе, горячая тонкая стружка сразу начинает отдавать теплоту в окружающую среду. Когда температура стружки понизится до 600 °С, она перестает светиться и приобретает обычный для стальной стружки цвет. Исследуя теплофизические явления в процессе резания металлов, проф. А. Н. Резников предложил для аналитического расчета температур в зоне резания теоретически выведенные им уравнения. На рис. 8.13 приведено температурное поле в стружке, построенное А. Н. Резниковым по результатам аналитического расчета, вьшолненного для случая резания стали марки ШХ15 резцом, оснащенным пластинкой твердого сплава марки Т14К8 со скоростью резания i; = 80 м/мин, подачей S = 0,5 мм/об, глубиной резания t = 4,1 мм без охлаждения. Сравнивая построенные экспериментальным и теоретическим методами для различных условий резания температурные поля (см. рис. 8.12 и 8.13), можно установить, что, несмотря на разницу в значениях температур, в характере распределения температурных полей стружек наблюдаются общие черты распределения температур по толщине стружки. Температура срезаемой стружки особого практического интереса не представляет, пока она сохраняет жесткость, прочность и исходную форму, приобретенную в процессе своего образования. Эти свойства 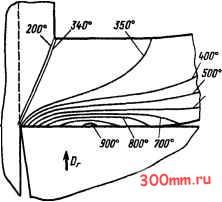 Рис. 8.13. Расчетное температурное поле в стружке стружка сохраняет до температуры нагрева 0 < 700 °С. Нагрев ее до более высоких температур приводит к размягчению металла стружки и потери им необходимой жесткости и прочности. При температуре 0 > 800 °С металл размягчается настолько, что начинает вести себя подобно вязкой жидкости, в результате чего стружка начинает оседать под тяжестью собственного веса на резце и прилегающей части суппорта станка. Оседающий нагретый металл стружки накапливается в растущий по размерам раскаленный комок, и если его принудительно не удалить, при остывании он приваривается к резцу и суппорту станка, создавая аварийную ситуацию. Поэтому практические режимы резания должны быть выбраны такими, чтобы температура срезаемой стружки была не более 900 °С. ТЕМПЕРАТУРНОЕ ПОЛЕ В ОБРАБАТЫВАЕМОЙ ЗАГОТОВКЕ. Как бьшо изложено вьпне, в обрабатываемую заготовку отводится относительно малое количество теплоты. С увеличением скорости резания поток теплоты в заготовку возрастает от 2 до 8% расходной части теплового баланса. Это количество теплоты, проникая в металл заготовки, приводит к образованию перемещающегося по поверхности заготовки температурного поля. Бегущее температурное поле распространяется на локальный поверхностный слой металла заготовки, непосредственно примыкающий к зоне резания. Непофедственное измерение темпера- 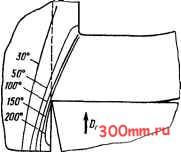 Рис. 8.14. Расчетное температурное поле в обрабатываемой заготовке туры в этом бегущем по поверхности обрабатываемой заготовки температурном поле весьма затруднительно, и поэтому для определения температурных градиентов поля используют расчетные методы. На рис. 8.14 приведено такое температурное поле, полученное А. Н. Резниковым с помощью предложенного им для этой цели уравнения. Построение изотерм этого поля произведено, как и для рассмотренного выше случая обработки стали ШХ15, резцом с твердосплавной пластинкой Т14К8 при тех же режимных параметрах. Расположение изотерм показывает, что расчетная темпфатура во вновь сформировавшемся поверхностном слое заготовки фазу после прохождения режущего лезвия составляет 250 °С, а по мере углубления внутрь заготовки она быстро падает до 30 °С. Теплота, проникающая в обрабатываемую заготовку, приводит к повышению ее температуры. В обычных условиях обработки заготовок резанием это повышение темпфатуры практически не влияет на рекомендуемые режимы резания. Однако возрастание температуры приводит к тепловому расширению заготовки. Размеры обработанной в нагретом состоянии заготовки после ее остывания до комнатной темпфатуры могут оказаться ниже допускаемых. Поэтому при разра- ботке технологических процессов изготовления резанием прецизионных деталей необходимо учитывать их нагрев при обработке. ТЕМПЕРАТУРНОЕ ПОЛЕ В ИНСТРУМЕНТЕ. При резании с малыми скоростями через контактные поверхности 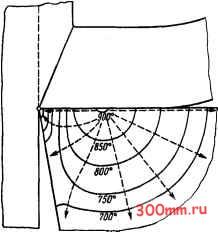 Рис. 8.15. Расчетное температурное поле в нормальном сечении резца лезвия в материал режущей части резца проникает до 5 %, а при больших скоростях до 2 % общего количества теплоты расходной части теплового баланса. Но, несмотря на уменьшение доли теплоты, отводимой через резец, абсолютное количество теплоты при этом увеличивается. Некоторая доля поступающей в резец теплоты идет на повышение темпфатуры режущего лезвия. Другая ее часть распространяется по всему телу резца. Скорость распространения этого теплового потока зависит от теплопроводности, массы и температуры режущей части и корпуса резца. Графически температурное поле в резце представляет ряд изотерм, в совокупности дающих представление о темпфатурных фадиентах в режущей части резца. За время стойкости резца могут измениться конкретные условия резания и отвода теплоты. Поэтому положение изотерм поля также переменно. Показанные на рис. 8.15 изотермы и направления температурных фадиентов температурного поля в сечении резца построены по результатам аналитических расчетов, выполненных А. Н. Резниковым для ранее рассмотренного процесса обработки стали ШХ15. Пунктирные стрелки на температурном поле указьшают направления распространения теплового потока от наиболее нагретых участков лезвия, где расчетная температура достигает 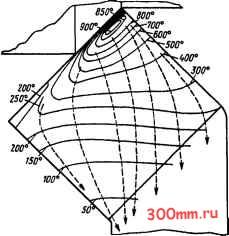 Рис. 8.16. Температурное поле на передней поверхности резца (по результатам аналитического расчета) 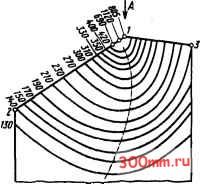 мерности изнашивания этих поверхностей. Температурное поле на передней поверхности того же резца, который изображен на рис. 8.15, согласно расчетным данным А. И. Резникова показано на рис. 8.16. Изотерма максимальной температуры 6 = = 900°С представляет собой овальную линию, расположенную на некотором расстоянии ( 0,5... 1 мм) и вытянутую вдоль главного режушего лезвия. На рис. 8.17, а приведено температурное поле, построенное Р. О. Барсегянц по результатам экстраполяции на переднюю поверхность температурных зависимостей, экспериментально полученных с помошью хромель-алюмелевых термопар в глубинных слоях режушей части резца. Измерение температур производилось в условиях резания стали 45 резцом из твердого сплава Т15К6 со скоростью v = 200 м/мин, подачей S = = 0,29 мм/об и глубиной резания ( = 2 мм. Несмотря на то что температурные поля построены принципиально разными методами - расчетным и экспериментальным - для разных конструкций резцов, обрабатываемых материалов и при различных режимах резания, можно отметить, что они сходны по расположению изотерм (сплошные линии) и температурных градиентов (пунктирные линии). uSA поВернут 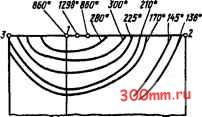 о) б) Рис. 8.17. Температурное поле на режущих поверхностях резца (по результатам жсперимента) 9 = 900 °С, в менее нагретые глубинные участки резца. Распределение температуры на рабочих поверхностях режушего лезвия является одной из важнейших характеристик условий работы режушего инструмента и оказывает существенное влияние на законо- На рис. 8.17, б показано температурное поле на главной и вспомогательной задних поверхностях резца. Здесь главная и вспомогательная задние поверхности развернуты и совмещены с плоскостью чертежа. Экспериментальные данные Р. О. Барсегянц показьшают наличие значительного
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


