
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Технологические способы металлообработки градиента температур как по передней (рис. 8.17, а), так и по задним (рис. 8.17, б) поверхностям в направлении от вершины резца. Теплота 2 расходной части теплового баланса во время резания непрерывно проникает в резец через лезвие, постепенно распространяясь по всему корпусу и нагревая его. На рис. 8.18 показано изменение температуры в корпусе цельного быстрорежущего резца, измеренной одновременно семью термопарами, рабочие спаи которых расположены на расстояниях р от центра лезвия. Температура на режущем лювии (pi =0) измерялась естественной термопарой сталь 45 - быстрорежущая сталь Р6К5. В остальных шести точках измерение производилось с помощью хромель-алюмеле-вых термопар, приваренных конденсаторной сваркой к дну паза в корпусе резца. Из рис. 8.18 видно, что на расстоянии р = 14 мм от центра лезвия после 60 мин работы во внутренней части поперечного сечения корпуса резца установилась температура нагрева G я 180 °С. С увеличением расстояния от режущего лезвия установившаяся температура корпуса снижается, но сохраняет достаточно высокие значения. Так, на расстоянии р = 40 мм температура G 100 °С, при р == 80 мм температура G 50 °С. Только на расстоянии р = 100 мм температура G 35 С не существенно превышает комнатную температуру. Наобходимо отметить также, что температура поверхностных слоев корпуса резца бьша значительно ниже, чем во внутренней части резца. Инструментальные материалы сохраняют свои исходные свойства - механическую прочность, твердость и износостойкость при повышении температуры до значений, не превышающих их температуростойкости, зависящей, в свою очередь, от их химического состава и структурного состояния. При более высокой температуре в материале происходят структурные изменения, вызывающие снижение его твердости. Следствием этого является уменьшение износостойкости, повьпие-ние интенсивности изнашивания и сокращение периода стойкости инструмента. Как это видно из изображений температурных полей (см. рис. 8.15 ... 8.17), наи- больший нагрев наблюдается на передней поверхности лезвия и в прилегающем приграничном слое. Здесь сбегающая стружка наиболее интенсивно изнашивает лезвие, причем на это явление оказывает влияние высокая температура, и наибольший износ происходит именно на тех 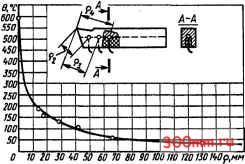 Рис. 8.18. Распределение температуры вдоль корпуса резца участках поверхностей лезвий, где температура максимальна. Значительно меньше нагреваются участки задней поверхности лезвия, скользящей по поверхности резания на заготовке. Однако за время работы резца температура на задней поверхности постепенно повышается и в конце периода стойкости может достигнуть температур, превышающих температуростойкость. В этот момент интенсивность изнашивания вершины резца катастрофически возрастает и он окончательно выходит из строя. § 8.4. ПУТИ СНИЖЕНИЯ ТЕМПЕРАТУРЫ НА ЛЕЗВИИ РЕЗЦА Уменьшить количество теплоты, проникающее через поверхность лезвия в режущую часть резца, можно, охлаждая всю зону резания поливом обильной струей смазывающе-охлаждающей жидкости. В этом случае снижение температуры на лезвии происходит за счет перераспределения значений слагаемых расходной части теплового баланса [см. формулу (8.3)], выражающегося в уменьшении долей 2 и 5. Значительно увеличивается при этом отвод теплоты в окружающую среду 4. Более существенное уменьшение теплоты, проникающей в резец, достигается уменьшением общего количества выделяющейся теплоты за счет снижения режимов резания - скорости резания, подачи и глубины резания. Однако этот путь нежелателен, так как приводит к снижению производительности труда. Уменьшить температуру лезвия можно, улучшив условия отвода теплоты, проникающей в лезвие резца, далее в глубинные зоны его режушей части и корпуса. Опыт показывает, что некоторое улучшение отвода теплоты от лезвия достигается увеличением размеров и массы резца. Существенное значение на улучшение отвода теплоты в глубь резца и снижение температуры лезвия имеет теплопроводность инструментального материала. У более теплопроводных материалов, применяемых для изготовления режущей части и корпуса резца, ускоряется отвод теплоты в массу инструмента и снижается температура на лезвии. В этом случае в уравнении (8.3) величина q2 доли теплоты, отводимой в резец, увеличивается, а величина 5 доли теплоты, задерживающейся на лезвии, уменьшается. Как бьшо изложено в гл. 2, теплопроводность инструментальных материалов зависит от их химического состава и температуры. Широко применяемые легирующие элементы такие, как вольфрам и ванадий, снижают, а молибден, кобальт и титан, наоборот, повышают теплопроводность инструментальных материалов. Накопление на лезвии относительно малого количества теплоты 5 (см. § 8.1) может послужить причиной существенного повышения его температуры, сопровождаемого возрастанием теплопроводности инструментального материала и, следовательно, отводом в корпус резца дополнительного количества теплоты Aq. Износ лезвий металлорежущих инструментов § 9.1. УСЛОВИЯ ТРЕНИЯ НА ЛЕЗВИЯХ ДАВЛЕНИЕ НА КОНТАКТНЫХ ПОВЕРХНОСТЯХ ЛЕЗВИЯ. В процессе резания передняя и задняя поверхности лезвия подвержены, как это было показано на рис. 7.1, переменному давлению р и р и находятся в состоянии подвижного контакта с обрабатываемым материалом. При этом передняя поверхность инструмента взаимодействует с прирезцовой поверхностью срезаемой стружки, а задняя поверхность - с воспроизводимой поверхностью резания. Давление максимально в непосредственной близости к главной режущей кромке и по мере удаления от нее постепенно уменьшается до нуля. Чем выше прочность и твердость обрабатываемого материала, чем больше подача и меньше передний угол, тем больше давление на контактных площадках лезвия. Максимальное давление на контактных площадках лезвий разных видов инструментов может колебаться в широких пределах (рп,ах = 2 ... 70 ГПа). На токарных резцах= 10... 60 ГПа. Для сравнения: действующее на лезвие давление на два-три порядка превышает давление на трущихся поверхностях сопряженных деталей машин. УСЛОВИЯ ВЗАИМНОГО СКОЛЬЖЕНИЯ. Относительная скорость скольжения v, контактных плошадок задней поверхности лезвий и воспроизводимой поверхности резания принимается равной скорости резания v. Скорость скольжения срезаемой стружки по контактной площадке передней поверхности лезвия Vcv = v, где - усадка стружки. Как при резании металлов всухую, так и при поливе зоны резания струей смазывающе-охлаждающей жидкости скольжение на контактных площадках происходит в условиях сухого внешнего трения. Происходит это потому, что при резании развиваются высокие значения давления на площадках лезвий, контактирующих со стружкой и воспроизводимой поверхностью резания, которые препятствуют проникновению на них жидкости. Только при срезании очень тонких слоев обрабатываемого материала (<0,1 мм) давление на площадках невелико и возможно частичное проникновение смазывающе-охлаждающей жидкости на поверхности контакта. Этому способствует и шероховатость обрабатываемой поверхности, соизмеримая с толщиной срезаемого слоя. Скольжение контактирующих поверхностей в этом случае происходит в условиях полусухого трения. Как это было подробно рассмотрено в гл. 8, в результате трения при подвижном контакте и действии нормального давления происходит интенсивный нагрев контактирующих поверхностей до высоких температур. Эти температуры могут превосходить температуростойкость инструментального материала. Возможные изменения механических свойств обрабатываемого и инструментального материалов при таких температурах могут качественно и количественно изменить условия взаимного скольжения и износа контактных площадок лезвия стружкой и поверхностью резания. КОЭФФИЦИЕНТ ТРЕНИЯ. Условия трения при взаимодействии контактирующих поверхностей лезвия со стружкой и воспроизводимой поверхностью резания могут быть отражены коэффициентом трения р (рис. 9.1). Для трущейся пары сталь 45 - твердый сплав П5К6 (рис. 9.1, а) коэффициент трения с увеличением скорости скольжения 1;ск изменяется немонотонно и имеет максимальное значение р як 0,58 при скорости i; * 75 м/мин и минимальное значение р як 0,43 при ;ск як 200 м/мин. Аналогичный характер имеет кривая р ((; ) для пары трения сталь 45 - быстрорежущая сталь Р18 (рис. 9.1, б). Но в данном случае коэффициент трения имеет максимальное значение р як 0,8 при Гек* 10 м/мин и минимальное значение р як 0,6 при Гек * 80 м/мин. При трении пар чугун - твердый сплав (рис. 9.1, в) для твердых сплавов группы ВК (ВКЗ и ВК8) увеличение скорости скольжения сопровождается монотонным уменьшением коэффициента трения от Pn,aj ЯК 0,7 до Pn,i як 0,3. Для твердых сплавов группы ВТК (Т5К10, Т15К6 и Т30К4) характерно, что после уменьшения коэффициента трения при увеличении ско-  rsKW Т1Ш rmit too 200 300 400 soo Рис. 9.1. Ко*ффициент сухого нешнего трения: в -сталь 45 -твердый сплав Т1$К£; в - сталь 45 - быстрорежущая столь Р18; -чугун - твердые сплавы рости Гек ДО 400 м/мин затем наблюдается некоторое его увеличение в интервале скоростей Гек = 400 ... 800 м/мин. Из рассмотрения кривых на рис. 9.1 можно сделать вывод, что значение коэффициента трения определяется как материалом трущихся пар, так и скоростью взаимного скольжения, причем зависимость р(Гек) в общем случае является достаточно сложной. § 9.2. признаки износа лезвий ВИЗУАЛЬНЫЕ ПРИЗНАКИ ИЗНАШИВАНИЯ. Трение является основной причиной износа лезвий инструментов. Визуальными наблюдениями установлено, что первые признаки изнашивания режу-
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


