
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Технологические способы металлообработки щих кромок инструментов, как правило, обнаруживаются уже в самом начале резания. Наиболее заметны ранние признаки изнашивания у твердосплавных инструментов. В начальный момент резания у них происходят микровыкрашивания в местах угловых переходов, кото- ИЗНОС ТОЛЬКО ЗАДНЕЙ ПОВЕРХНОСТИ ЛЕЗВИЯ. Чистовая обра-ботка металлов резанием ведется с малыми толшинами фезаемого слоя а = = 0,005 ... 0,1 мм, что соответствует подачам S 0,1 мм/об. При столь малых толщинах а соответственно мала состав- 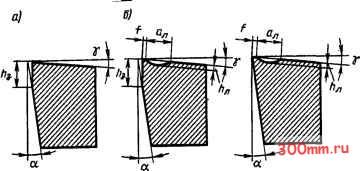 Рис. 9.2. Износ лезвий: о -только аодней поверхности; 6 - одноеренвнно задней и передней поверхностей; в -только передней поверхности рыми являются места сопряжения главных и вспомогательных режущих кромок, а также сами режущие кромки лезвий. В результате микровыкрашиваний радиусы закругления вершин в местах сопряжения режущих кромок и радиусы скругления режущих кромок возрастают. При осмотре режущих лезвий с помощью микроскопа МПБ-2 (увеличение х24) вдоль главной режущей кромки видна узкая светлая полоска шириной h = = 0,05 ... 0,1 мм. Эта полоска и есть признак начальной стадии изнашивания лезвия инструмента из-за трения на его контактных площадках. На протяжении всего времени резания изнашивание не-прерьшно продолжается и размеры видимых признаков износа лезвий увеличиваются. По прогрессирующим размерам износа лезвий принято принимать решение о допустимости или недопустимости дальнейшей работы инструмента. В зависимости от условий резания видимые признаки износа находятся на разных участках лезвий инструментов. Проще всего это общее для всех видов инструментов положение рассмотреть на примере резца. ляющая Pj силы резания, действующей на переднюю поверхность лезвия. Она не превышает 200 ... 300 Н на 1 мм длины главной режущей кромки. В то же время составляющие Р и Ру силы резания, действующие на заднюю поверхность лезвия, могут быть равны или больше Р. В силу этого в процессе резания устанавливаются условия, когда задняя поверхность лезвия подвергается более интенсивному изнашиванию, чем передняя. Визуально видимые признаки износа, как это показано на рис. 9.2, а и 9.3, а-д, имеются только на задней поверхности лезвия и отсутствуют на передней поверхности. Износ по задней поверхности принято определять линейной мерой - максимальной шириной йзтах изношенной поверхности. юное ЗАДНЕЙ И ПЕРЕДНЕЙ ПОВЕРХНОСТЕЙ ЛЕЗВИЯ. При предварительной, обработке металлов резанием толщина срезаемого слоя составляет а - = 0,1 ... 1,0 мм, что соответствует подачам S = 0,1 ... 1,0 мм/об. С увеличением подач возрастают значения всех составляющих Р Ру и Р силы резания, но в большей степени растет составляющая Р. Соответственно возра- стает давление на контактные площадки лезвия и действующие на них силы трения, причем особенно сильно на переднюю поверхность. Устанавливаются условия, когда изнашиванию одновременно подвергаются и задняя, и передняя поверхности лезвия, но интенсивность изнаши- цессе резания устанавливаются условия, когда интенсивность изнашивания передней поверхности лезвия намного выше, чем задней. Визуальные признаки износа имеются только на передней поверхности лезвия и отсутствуют на задней поверхности (рис. 9.2, в и 9.3, е). 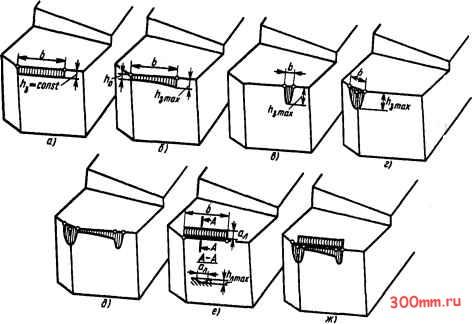 Рис. 9.3. Визуально наблюдаемые признаки износа лезеий: а - раеномликий износ задней поверхности; б - иерааномерный износ задней по-ерхности; - местный износ задней помрхности; г -износ вершины резца на задней поверхности; д - комбинированный износ; е -лунка на передней поверхности; эк -одновременный износ задней и передней поверхностей вания передней поверхности больше, чем задней. При этом наблюдаются признаки износа как на задней, так и на передней поверхности лезвия (рис. 9.2, б и 9.3, ж). Износ на передней поверхности принято измерять как глубину Zij,n,ax и ширину a-t изношенного углубления, называемого лункой износа. ИЗНОС только ПЕРЕДНЕЙ ПОВЕРХНОСТИ ЛЕЗВИЯ. Обработка металлов на тяжелых станках обычно ведется с большими подачами S > Д мм/об. Работа с большими подачами характеризуется увеличением размеров контактных площадок, давления и силы трения, действующих на них, а также высокой температурой на передней поверхности лезвия. Под действием всех этих факторов в про- § 9.3. КОЛИЧЕСТВЕННЫЕ ПАРАМЕТРЫ ИЗНОСА На протяжении всего времени х работы инструмента износ его лезвий прогрессирует. Количественно износ лезвий принято определять линейными величинами и объемными или массовыми величинами. ЛИНЕЙНАЯ И МАССОВАЯ МЕРЫ ИЗНОСА ЛЕЗВИЙ. Для количественной оценки износа режущего лезвия используются линейная и массовая меры износа. Используя линейную меру, износ задней поверхности измеряется, как показано на рис. 9.2, а, б. Благодаря простоте и оперативности такое измерение износа на производстве нашло наибольшее применение. Обычно измерение размера й, производится лупой, оснащенной шкалой. как в приборе для измерения твердости по Бринеллю, или ручным микроскопом типа МПБ-2. В исследованиях величину Лз более удобно измерять по фотографиям изношенных лезвий, выполненных с увеличением порядка х 30. Измерение величины h, может производиться в любой точке лезвия режущей кромки, но чаще на участках с равновеликим износом вдоль лезвий или же в местах наибольшего износа hmax- При использовании массовых мер стремятся учесть всю массу продуктов износа лезвия резца за период его работы. Однако из-за малых значений массы продуктов износа по отношению к массе самого резца измерить ее простым взвешиванием затруднительно. Более просто рассчитать объем изношенной части резца по результатам обмера видимых признаков износа. Тогда масса изношенных контактных площадок может быть определена как (9.1) т = рК где р - плотность инструментального материала; V- объем изношенной части резца. ИЗНОШЕННАЯ МАССА ЗАДНЕЙ ПОВЕРХНОСТИ ЛЕЗВИЯ ПРИ РАВНОВЕЛИКОМ ИЗНОСЕ, в сечении лезвие имеет форму клина, ограниченного задней и передней поверхностями, положение которых, в свою очередь, определяется передним углом у и задним углом а (рис. 9.4). За время х работы инструмента на задней поверхности возникает линейный износ Лз. Поперечное сечение изношенной части задней поверхности лезвия имеет форму треугольника аЬс, у которого сторона be является размером износа 3, а площадь (9.2) аЬс = sin а cos у/[2 cos (а -t- у)]. Так как рассматривается случай, когда вдоль всего лезвия /г, = const, то здесь объем изношенной массы (9.3) где fe - ширина изношенной части задней поверхности резца (см. рис. 9.3, а). Используя уравнения (3.2) и (9.2), находим, что V= thl sin а cos у/[2 cos (а -1- у) sin ф], где t - глубина резания; ф - главный угол в плане. Таким образом, изношенная масса определяется по измеренной высоте износа в зависимости от геометри-  Рис. 9.4 Расчетная схема для определения площади сечения изношенной части лезвия ческих параметров инструмента и режимного параметра t согласно следующему выражению: (9.4) Шз = Fp = pthl sin а cos у/[2 cos (а -1- y)sinф]. ИЗНОШЕННАЯ МАССА ЗАДНЕЙ ПОВЕРХНОСТИ ЛЕЗВИЯ ПРИ НЕРАВНОМЕРНОМ ИЗНОСЕ. На практике износ Лз лезвия вдоль режущей кромки чаще всего бывает неравномерным, т. е. граница износа на задней поверхности представляет собой кривую (рис. 9.5). Следовательно, в различных точках главной режущей кромки площадь сечения изношенной части лезвия будет величиной переменной, зависящей согласно уравнению (9.2) от переменной высоты износа Лз = var. В системе координат хОу, совмещенной с задней поверхностью резца, с началом О на вершине резца и расположенной так, чтобы ордината у выражала значение линейного износа К а абсцисса х - расстояние рассматриваемого сечения изношенной части от вершины резца вдоль главной режущей кромки, можно найти значение Л, в зависимости от расстояния х. Тогда площадь поперечного сечения изношенной части в любом сечении ее Лаьс = [з (АТ of cos у/[2 cos (а + у)]. Объем изношенной части
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


