
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Технологические способы металлообработки участке 2-3 интенсивность изнашивания вновь возрастает. Это вызвано увеличением работы сил трения на изношенных контактных поверхностях лезвия, повьшхе-нием температуры на них и связанными с этим структурными изменениями в приграничных слоях инструмента, контактирующих с обрабатьшаемым материалом. Для тех же периодов времени т резания по значениям максимального линейного износа йзшахМ можно вычислить изношенную массу задней поверхности лезвия и на том же графике построить кривую 0-4 функциональной зависимости Шз (т). Расчет показывает, что на этой кривой нет точек перегиба: происходит монотонное возрастание изношенной массы т, на протяжении всего времени резания данным резцом, т. е. по мере роста контактной площадки на задней поверхности лезвия одновременно ускоряются процесс изнашивания и приращения изношенной массы продуктов износа. Зависимость т, (т) более объективно отражает те физические явления, которые лежат в основе процесса изнашивания инструментального материала вдоль всей фактически режущей длины лезвия, в то время как зависимость йзшах на основе методики измерения значения йзшах показывает закономерность увеличения местного износа в одной точке лезвия. В практически используемом интервале режимов резания кривые износа могут быть аппроксимированы степенными функциями вида Йзп,ах = CiT* и Шз = = СгТ*, причем < 1, а 2 > 1- Числовые значения показателей степени и 2 и коэффициентов Ci и Сг определяют на основе графоаналитической обработки результатов экспериментальных исследований. КРИВЫЕ ИЗНОСА КАК ФУНКЦИИ ПУТИ СКОЛЬЖЕНИЯ. Зависимости Kmaxi) И тз(т) удовлетворяют требованиям прикладного характера. Использование же этих уравнений для научно-теоретических целей и сравнительного анализа влияния условий резания на изнашивание лезвий неудобно. Это связано с тем, что за одно и то же время резания т в различных режимных условиях выполняется различная работа сил трения, изнашивающая лезвия, Wr = F.,L, где Ft - сила трения; L - путь относительного рабочего движения. В свою очередь, длина пути движения резания связана со скоростью резания: (9.19) L- т. 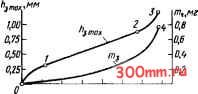 500 woo 1500 woo 25003000 l,m Рис. 9.10. Кривые износа задней поверхности резца в зависимости от пути L относительного рабочего движения В ряде случаев, например для оценки производительности, длина пути L взаимного скольжения трущейся пары обрабатываемого металла и инструментального материала является более удобным параметром для объективного сравнения и анализа отдельных факторов процесса изнашивания. Пользуясь формулой (9.19) при обработке экспериментальных данных, можно построить зависимости йз ах(-) и m3(L), которые графически будут похожи на зависимости къЛ) и тз(т) (рис. 9.10). Аппроксимация кривых линейного и весового износа по пути относительного рабочего движения производится также с помощью степенных функций Йзшах = Calf и Шз = С4.1\ § 9.5. ПРАКТИЧЕСКОЕ ИСПОЛЬЗОВАНИЕ КРИВЫХ ИЗНОСА КРИТЕРИЙ РАВНОГО ИЗНОСА. Интенсивность изнашивания и текущее значение максимального линейного износа йзтах В количественном выражении зависят не только от продолжительности т резания, но и от ряда других факторов, к котором относятся скорость резания, подача, задний угол, физико-механические свойства инструментального и обрабатываемого металлов. Для каждого сочетания конкретных значений перечисленных факторов может быть построена своя кривая износа. На рис. .9.11, например, построено семейство кривых износа для различных значений скорости резания г, при условии, что прочие факторы остаются неизменными. При резании с более высокой скоростью резания (Vi>V2>Vi) величина h, растет быстрее и, следовательно, кривая износа становится круче. По техническим и экономическим показателям приходится ограничивать предельно допустимую величину /пих- Для различных видов и типоразмеров режущего инструмента допустимые значения износа йзтах публикуются В справочной и нормативной литературе. Рассматривая работу в производственных условиях группы инструментов, которые могут эксплуатироваться при различных случайных сочетаниях перечисленных выще факторов, наиболее просто допустимый максимальный линейный износ йзтах по заднсй повсрхности лезвия устанавливать равновеликим для всего семейства кривых износа. Его принято называть критерием равного износа. На рис. 9.11 критерий равного износа представляет собой горизонтальную линию, пересекающую кривые износа /1зтах(т) в точках 1, 2, 3. При использовании критерия равного износа в цеховых условиях необходимо следить за состоянием износа задней поверхности лезвия и при достижении установленного критерия равного износа дальнейшую работу надо прекратить и изношенный инструмент заменить новым или переточенным. КРИТЕРИЙ ОПТИМАЛЬНОГО ИЗНОСА. На конечных участках каждой из кривых (рис. 9.11) достаточно четко обозначаются точки перегиба, за которыми резко возрастает интенсивность изнашивания. Критерий равного износа обычно соответствует точке перегиба кривой износа для самой малой из исследованных скоростей резания. Поэтому точки перегиба для больших .скоростей резания располагаются выше линии равного износа. Наличие прямолинейных отрезков кривых износа (2-4, 3-5), лежащих между горизонтальной линией равного износа и точками перегиба, говорит о том, что при работе со скоростями резания v> vi при использований критерия равного износа остаются неиспользованными резервы режущих свойств инструментов. В связи с этим в ряде практических случаев, например на автоматических линиях Или станках с числовым программным управлением, целесообраз- jfttax Линия отималь- у ног о износа I I i 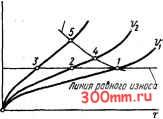 Рис. 9.11. Критерии равного и оптимального износа но вместо критерия равного износа применять более производительный и экономичный критерий оптимального износа. Линия критерия оптимального износа криволинейна и проходит через точки 1, 4, 5 перегиба кривых износа, как показано на рис. 9.11. НОРМА ИЗНОСА ИНСТРУМЕНТОВ. Когда износ задних поверхностей лезвий достигает установленного допустимого значения максимального линейного износа дальнейшую работу этим инструментом прекращают. Когда конструкция инструмента предусматривает применение многогранных сменных пластинок, восстановление режущих свойств инструмента производят их поворотом на следующую грань. Норма износа многогранных пластинок равна значению допустимого максимального линейного износа каждой ее вершины. Если конструкция инструмента предусматривает восстановление его режущих свойств посредством повторных переточек, нормой износа инструмента является нормированная толщина стачиваемого слоя. Толщину рассчитывают, исходя из требования полного удаления следов износа, а также дополнительного слоя, в пределах которого возможно снижение твердости и других механических свойств, происходящее вследствие нагрева до высоких температур в процессе резания. В основу расчета нормы износа 5 Резание металлов инструмента на каждую переточку берется сумма максимального линейного износа зтах и некоторой дополнительной величины Ahj = 0,1 0,2 мм поврежденного слоя (рис. 9.12). Таким образом, норма износа, равная толщине стачиваемого слоя.  Рис. 9.12. ИхА Схемы определения \ нормы износа инстру-\ ментов (9.20) fH.H=(3max + l3)sina. § 9.6. ИЗНОСОСТОЙКОСТЬ ИНСТРУМЕНТАЛЬНЫХ МАТЕРИАЛОВ Все инструментальные материалы обладают свойством сопротивляться изнашиванию. Изнашивание происходит только в процессе взаимодействия трущейся пары материалов обрабатываемой заготовки и инструмента. ИЗНАШИВАЕМОЕ И ИСТИРАЮЩЕЕ ТЕЛА. За единицу времени с заготовки срезается стружка длиной li = £,г, где £, - усадка стружки; v - скорость резания. Срезанная стружка опирается и скользит по контактной площадке передней поверхности лезвия на длине I2 = xfl, где а - толщина срезаемого слоя; к - коэффициент пропорциональности. При обычных режимах работы длина образовавшейся стружки li во много раз больше длины контакта ее с передней поверхностью I2. Следовательно, продолжительность взаимодействия каждой точки опорной поверхности стружки в /, 2 = гДха) раз меньше продолжительности взаимодействия каждой точки передней поверхности лезвия. За: то же время лезвие воспроизводит поверхность резания длиной /3 = i;. Каждая точка двигающейся поверхности резат ния взаимодействует с контактной изношенной задней поверхностью лезвия на длине 4 = hj. Так как числовые значения V и кз обычно значительно различаются, то продолжительность взаимодействия каждой точки поверхности резания в h/U = v/h раз меньше продолжительности взаимодействия каждой точки задней поверхности лезвия. В связи с разной продолжительностью взаимодействия в трущейся паре, составленной из инструментального материала лезвия и обрабатьшаемого металла, изнашиваемым телом всегда является инструментальный материал, а истирающим телом - стружка и поверхность резания на обрабатываемой заготовке. ИЗНОСОСТОЙКОСТЬ. Под износостойкостью понимается отношение затраченной на превращение в продукты износа изнашиваемого тела работы сил трения к массе т продуктов износа в конкретных условиях взаимодействия. Износостойкость зависит от ряда факторов, среди которых можно назвать такие, как кинематика и скорость v взаимного скольжения трущихся поверхностей, площадь Лт взаимного контакта,- коэффициент трения ц трущейся пары, давление р на трущихся поверхностях, температура б поверхностей контакта и др. Так как работа сил трения W-r = FL = \xpL= \ypAtL, то износостойкость согласно определению выражается следующей зависимостью: (9.21) В = WtM = \ipA-,L/m, где L - длина пути взаимного скольжения трущейся пары. Входящие в правую часть уравнения (9.21) параметры могут иметь разные числовые значения в зависимости от физических и механических свойств обоих взаимодействующих тел, а также изменяться за время взаимодействия истираюшего и изнашиваемого тел при изменении условий контакта. Поэтому износостойкость В нельзя рассматривать как неизменное свойство, присущее твердому телу во всех условиях взаимодействия с другим телом. Износостойкость следует рассматривать как количественное выражение способности рассматриваемого тела сопротивляться изнашиванию другим телом в конкретных
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


