
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Технологические способы металлообработки условиях их взаимодействия как трущейся пары. МОДЕЛИРОВАНИЕ ПРОЦЕССА ИЗНАШИВАНИЯ ЛЕЗВИЙ. Чтобы вычислить значение износостойкости В, необходимо знать силу трения на контактных поверхностях взаимодействующей пары тел. Непосредственно измерить силу Fr на поверхностях лезвия в процессе резания весьма затруднительно. Поэтому, чтобы определить закономерности изменения силы трения и массы продуктов износа в зависимости от давления и скорости взаимного скольжения, используют метод физического моделирования. Схема моделирования трения и износа для условий, приближенных к процессу резания, аналогична схеме, использованной для изучения закономерностей наростообразования (см. рис. 6.8). В данном случае индентор изготовлен из инструментального материала и является изнашиваемым телом пары. Цилиндрический образец, зажатый в патроне токарного станка, изготовлен из конструкционного металла и является истирающим телом пары. До начала эксперимента на рабочем торце индентора подготавливается плоская контактная поверхность площадью А = 1 мм. Индентор своей контактной поверхностью прижимается к свежеобработанной поверхности цилиндра с нормальной силой р = рАт Давление р устанавливается в пределах 0,05...0,6 ГПа, что соответствует средним значениям давления на контактных поверхностях режущих лезвий. Во время эксперимента давление на поверхностях контакта поддерживают постоянным. В процессе скольжения по поверхности цилиндра контактная поверхность индентора изнашивается и площадь ее увеличивается. Поэтому размеры контактной поверхности индентора периодически измеряют, вычисляют фактическую площадь контакта и для поддержания постоянства давления р соответственно увеличивают нормальную силу Р. Конструкция установки дает возможность измерить силу трения F. В целях обеспечения контакта поверхностей, не загрязненных продуктами износа, моделирующей установке сообшается по- дача вдоль оси вращения цилиндрического образца, по значению превышающая диаметр пятна контакта. При проведении эксперимента через выбранные отрезки AL пути взаимного скольжения производится измерение силы трения fx и размеров площади Ат изна- В/Дж/г 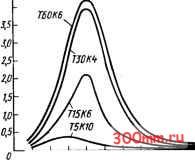 50 100 150 200 250 300 350 тЦ/м/мин Рис. 9.13. Кривые износостойкости 6(V£ ) твердых сплавов при скольжении всухую по стали 50 шиваемой контактной поверхности индентора. По результатам измерения подсчитывают значение коэффициента трения р = fт/Р, а также объем и массу игт изношенной части индентора. Чтобы получить достоверные результаты для быстрорежущих сталей и твердых сплавов, достаточна общая длина пути скольжения L = 2000 м. Для минеральных инструментальньи материалов (корунд, эльбор, алмаз) обшая длина пути взаимного скольжения индентора и цилиндрического образца может быть значительно больше. ЗАВИСИМОСТЬ ИЗНОСОСТОЙКОСТИ от СКОРОСТИ ОТНОСИТЕЛЬНОГО СКОЛЬЖЕНИЯ. По результатам экспериментов по моделированию трения при резании согласно уравнению (9.21) подсчитывают значения износостойкости В инструментального материала и строят кривые износостойкости B(Dck) (рис. 9.13). Для данных на рисунке подсчет значений В производился для пути скольжения L = 2000 м и при постоянном давлении р = 0,1 ГПа. Полученные зависимости нелинейны и имеют экстремумы. Максимум износостойкости для пары сталь - твердый сплав Т5К10 достигается при скорости скольжения Гск = = 150 м/мин, а для остальных пар - при VcK = 200 м/мин. Расположение кривых относительно друг друга показывает, что с увеличением содержания в сплавах карбидов титана их износостойкость при трении в паре со сталью 50 существенно повышается. 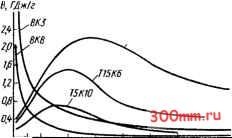 о 50 ЮО 200 j0o Ш 500 600 Ц:,м/мин Рис. 9.14. Кривые износостойкости b(>ia) твердых сплавов при скольжении всухую по чугуну На рис. 9.14 приведены кривые износостойкости B(i;ck), полученные при тех же условиях эксперимента для трущихся пар, составленных из чугуна твердостью НВ 200 и твердых сплавов групп ВК и ВТК. Характер изменения износостойкости для твердых сплавов этих групп существенно различен. Так, для пар, в которых участвуют твердые сплавы марок ВКЗ и ВК8, зависимость износостойкости В(1ск) монотонно убывающая. Для трущихся пар с участием твердых сплавов группы ВТК (марок Т5К10, Т15К6 и Т30К4) кривые износостойкости имеют экстремумы. При этом с увеличением содержания в сплаве карбидов титана значения максимальной износостойкости увеличиваются, а также происходит смещение максимума в область более высоких скоростей скольжения (до 300 м/мин для сплава Т30К4). Полученные экспериментальные зависимости, имеющие нелинейный характер, могут быть аппроксимированы аналитической функцией (9.22) В = ate , в которой коэффициенты а, Ь и с определяются с помощью графо-аналитиче-ской обработки. Используя свойства функции (9.22), скорость vb, при которой достигается максимальная износостойкость, подсчитывается по уравнению (9.23) а скорость точки перегиба i после которой влияние скорости резания становится менее существенным, по уравнению (9.24) гп = -(Ь + lA)/c. Здесь b - показатель степени при i;, а с - коэффициент в показателе степени при-е в уравнении (9.22). ПРАКТИЧЕСКОЕ ИСПОЛЬЗОВАНИЕ КРИВЫХ ИЗНОСОСТОЙКОСТИ, в процессе резания износ лезвий определяет продолжительность целесообразной работы инструмента до его замены новым или переточенным инструментом, т. е. его период стойкости Т, обычно выражаемый в минутах. Рассмотренная вы-iHe функциональная зависимость В (v) экспериментально установлена моделированием трения и износа инструментальных материалов истирающими конструкционными металлами в условиях, приближенных к услориям резания. Износостойкость инструментальных материалов и изнашивание изготовленных из них инструментов взаимосвязаны единством протекающих физических явлений. Поэтому закономерности изменения стойкости инструментов Т от скорости резания v аналогичны закономерностям изменения износостойкости В от скорости скольжения иск и при обработке сталей имеют нелинейный экстремальный характер, а при обработке чугунов - экстремальный или монотонно убывающий. § 9.7. ИНТЕНСИВНОСТЬ ИЗНАШИВАНИЯ И Н СТРУМ Е НТ АЛ Ь Н Ы X МАТЕРИАЛОВ ИНТЕНСИВНОСТЬ ИЗНАШИВАНИЯ КАК СКОРОСТЬ НАРАСТАНИЯ ИЗНОСА. На рис. 9.15 приведены кривые изменения изношенной массы с увеличением пути скольжения при различных скоростях скольжения иНдентора из твердого сплава Т15К6 по заготовке из стали 50, построенные по результатам экспериментов на моделирующей установке. Анализ формы кривых It(Lt) по-казьшает, что они нелинейны, причем с увеличением пути скольжения количество изнащиваемой массы, приходящейся на единицу пути, увеличивается. Под 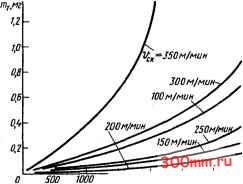 то 2000 2500 3000 Lj,M Рис. 9.15. Зависимость массы изношенных продуктов от пути Lt относительного скольжения индентора из твердого сплава Т15К6 по стали 50 интенсивностью изнашивания Jt изнашиваемого тела понимается скорость нарастания изношенной массы Шт в процессе его взаимодействия с истирающим телом. Интенсивность изнашивания Л зависит от конкретных значений факторов, перечисленных в § 9.6, и выражается следующим уравнением: (9.25) Jr = dmr/dLi. Зависимость ту (Lt) с достаточной точностью может быть аппроксимирована степенной функцией (9.26) mi = Ст1Л, где числовые значения коэффициента Ст и показателя степени р могут быть найдены с помощью графо-аналитической обработки экспериментальных кривых. Используя уравнение (9.26), интенсивность изнашивания представляется выражением (9.27) Л = dmi/dLi = CtPLt - ЗАВИСИМОСТЬ ИНТЕНСИВНОСТИ ИЗНАШИВАНИЯ ОТ СКОРОСТИ СКОЛЬЖЕНИЯ. На рис. 9.16, а приведены кривые, графически выражающие закономерность изменения интенсивности изнашивания Jy твердых сплавов группы ВТК в паре со сталью 50. Кривые построены для длины пути скольжения Lt = 2000 м при различных скоростях 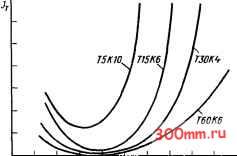 о 50 100 150 200 250 300 350 ШЦ,м/мии а) 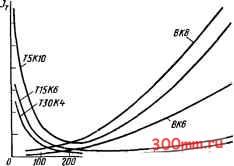 300 Ш 500 ЬОО Ц1.м/1ин б) Рис. 9.16. Изменение интенсивности изнашивания ]т твердых сплавов в зависимости от скорости скольжения о - при контактировании со сталью 50; 6 -при контактировании с чугунами скольжения. Расположение кривых на графике показывает, что интенсивность изнашивания Jt зависит не только от скорости скольжения, но и от физических свойств инструментальных материалов. Эксперименты показывают, что зависимость интенсивности изнашивания от скорости резания при скольжении твердых сплавов группы ВТК по стали 50 имеет нелинейный характер с явно выраженным минимумом, лежащим в диапазоне = = 150...200 м/мин. Несколько иная кар-
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


