
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Технологические способы металлообработки со стальной заготовки из стали 18ХНВА быстрорежущим резцом марки Р10М5К25 с различными скоростями резания. Так же как и в предыдущем случае, сравнение верхних и нижних снимков, снятых в поглощенных электронах (верхний ряд) и в характеристическом Кд-Со-излучении (нижний ряд), позволяет вьщелить среди видимых на снимках шейного лезвия твердосплавного резца марки ВК6 после обточки перлитного чугуна со скоростью резания v = 125 м/мин. Хорошо видны разрушения режущей кромки и примыкающей к ней вогнутой изношенной контактной площадки (лунки) на передней поверхности лезвия. Разрушение режущей кромки и состояние контактной площадки лезвия более детально   Рис. 9.19. Участок изношенного лезвия резца из твердого сплава ВК6; а- увеличение X 50; б - увеличение х 5000 по сечению А-А 1> Рис. 9.2D. Продукты износа лезвия резца при точении чугуна верхнего ряда образований продукты износа лезвий из быстрорежущей стали. При обработке стали 18ХНВА быстрорежущим инструментом в указанном диапазоне скоростей резания сохраняется приблизительно постоянный характер диспергирования быстрорежущей стали с образованием распределенных по поверхности стружки микрочастиц продуктов износа. Можно видеть также, что до скорости резания d 25 м/мин размеры частиц продуктов износа уменьшаются, а при дальнейшем увеличении скорости снова увеличиваются. Это удовлетворительно коррелируется с нелинейной зависимостью интенсивности изнашивания трущейся пары от скорости взаимного скольжения. На рис. 9.19, а показано состояния изно- видны на микрофотографии (рис. 9.19, б), на которой видны следы, оставшиеся после местных вырывов микрочастиц твердого сплава. Микрорентгеноспектральные исследования также показывают, что при изнашивании твердых сплавов продукты износа имеют вид микрочастиц, распределенных на прирезцовой стороне стружки и обработанной поверхности. Микрофотографии, снятые сканированием на микрозонде М5-46-Сатеса с увеличением X 800 (рис. 9.20), подтверждают дискретный характер изнашивания твердого сплава. На микрофотографии (рис. 9.20, о), снятой в поглощенных электронах, виден участок поверхности резания на заготовке из аустенитного чугуна, обработанной твердосплавным резцом марки ВК6 со скоростью v = 200 м/мин. Пред- полагается, что на обследуемом участке среди видимых темных образований может находиться частичка продуктов износа твердого сплава ВК6. Чтобы подтвердить ее присутствие, производится повторное сканирование этого же участка поверхности резания в характеристическом /,а-\¥-излучении (рис. 9.20, б) и характеристическом К -Со-излучении  ipohw Фон Со ( Рис. 9.21. Пример опредепения размеров частицы продукта износа: о - микрофотогрофия в КосСо-излуче-нии; б - микрохимический анализ по сечению А -А (J -кобальт; 2 - вольфрам; 3-никель; 4 - железо) (рис. 9.20, в). Полученные микрофотографии показывают наличие частицы твердого сплава на обследованной поверхности резания. КОЛИЧЕСТВЕННЫЙ АНАЛИЗ ПРОДУКТОВ ИЗНОСА ЛЕЗВИЙ. Микрозондом типа М5-46-Сатеса можно не только обнаружить присутствие частиц продуктов износа, но произвести также ориентировочный анализ химического состава и размеров этих частиц. На рис. 9.21, а показана запись результатов рентгеноспектрального анализа химического состава, полученная при пересечении мйкро-зондом частицы продуктов износа, обнаруженной на прирезцовой стороне стружки из нержавеющей стали, по линии а - а. За первый проход микрозондом с записью интенсивности излучения К -Со и L -W в зоне расположения частицы зафиксировано максимальное содержание кобальта s; 16%, а вольфрама 4,5%, т.е. элементов, входящих в состав быстрорежущей стали. Причем это составляет около /з содержания этих элементов в стали Р10МК25. Вместе с тем при повторном проходе зондом по той же траектории с записью интенсивности излучения K -Ni и К -Сг установлено снижение процентного содержания Ni и Сг до /з их содержания в стали 12Х18Н10Т. Таким обра- 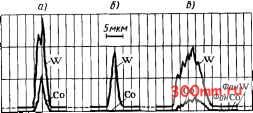 Рис, 9.22. Микрохимический анализ частиц продуктов износа твердого сплава ВК6 зом, в зоне нахождения частицы быстрорежущая сталь занимает примерно /з ее объема, возбужденного электронным зондом, а обрабатываемая сталь - /з объема. Учитывая, что глубина проникновения электронов в поверхность обследуемого образца составляет 1 мкм, обследованная в данном случае частица продуктов износа быстрорежущей стали имела толщину 0,6... 0,7 мкм. Измерение видимой на микрофотографии площади часТицы и ее толщины рентгеноспектральным анализом позволяет определить ее объем и, следовательно, массу. Суммирование масс частиц продуктов износа, расположенных на заданной площади образца стружки, позволяет дать количественную оценку интенсивности изнашивания лезвия инструмента на тех режимах обработки, при которых была срезана обследованная стружка. На рис. 9.22 приведены записи микрохимического анализа продуктов износа твердого сплава ВК6 на обработанной поверхности аустенитного чугуна. Частицы размером около 2 мкм (рис. 9.22, б) не содержат кобальта, т. е. они состоят целиком из карбидов вольфрама. Здесь практически нулевая интенсивность К,-Со-излучения при одновременно существенной интенсивности излучения L -W. Более крупные по размерам частицы продуктов износа твердого сплава содержат также и кобальт (рис. 9.22, а, в). § 9.9. гипотезы. объясняющие механизм износа лезвий Недоступность непосредственных наблюдений за ходом сложного процесса изнашивания лезвий режуших инструментов привела к появлению предложенных разными исследователями гипотетических объяснений природы изнашивания лезвий инструментов во время обработки металлических заготовок. ГИПОТЕЗА О МЕХАНИЧЕСКОЙ ПРИРОДЕ ИЗНАШИВАНИЯ. Трущиеся поверхности шероховаты, т. е. покрыты макро- и микронеровностями. Выступы макро- и микронеровностей контактрфу-юшей поверхности одного тела размешаются во впадинах макро- и микронеровностей поверхности другого тела. В процессе взаимного скольжения неровности обрабатываемого металла разрушают неровности на лезвии. Этот процесс механического разрушения принимается за основу механизма изнашивания лезвия инструмента. Хотя эта гипотеза не противоречит вышеизложенным результатам обнаружения продуктов износа микрорентгеноспектральным методом, она не нашла широкого признания, так как недостаточно учитывает различие в твердости и других механических свойствах контактирующих поверхностей. ГИПОТЕЗА ОБ АБРАЗИВНОМ ИЗНАШИВАНИИ. Обрабатываемые материалы содержат твердые включения, которые изнашивают лезвие микроцарапаньем. Эта гипотеза хорошо согласуется с практикой при обработке литых заготовок, имеющих поверхностную корку, горячештампованных и термообработанных заготовок с поверхностной окалиной, а также при резании силумина, имеющего высокое содержание кремния, и некоторых сплавов и пластмасс (стеклопластиков) с твердыми включениями. Однако при резании основной массы обрабатываемых металлов гипотеза об абразивном изнашивании не может объяснить физическую природу и интенсивность изнашивания лезвий. ГИПОТЕЗА ОБ ОКИСЛИТЕЛЬНОЙ ПРИРОДЕ ИЗНАШИВАНИЯ. В прост- ранстве между контактной поверхностью лезвия, с одной стороны, и опорной поверхностью срезаемой стружки и поверхностью резания - с другой, проникает газовая или жидкая среда. Если эта газовая среда - воздух, то кислород воздуха непрерывно окисляет тонкий поверхностный слой инструментального материала. Принимая, что оксиды менее прочны, чем исходный металл, тонкий слой оксидов на поверхности инструмента разрушается силами трения и удаляется в виде продуктов износа. Поэтому для повышения износостойкости целесообразно исключить попадание воздуха между контактными поверхностями обдувкой зоны резания струей защитных газов, таких, как азот или аргон. Справедливость окислительной природы изнашивания лезвий нуждается в дальнейших исследованиях и подтверждении непосредственными экспериментальными наблюдениями. ГИПОТЕЗА АДГЕЗИОННОГО ИЗНАШИВАНИЯ. Твердые тела в определенных условиях взаимодействия схватываются под действием адгезионных (молекулярных) сил. Данная гипотеза полнее других гипотез подтверждается наблюдениями и практикой резания. Согласно гипотезе адгезионного изнашивания в конкретных условиях резания, когда на контактных поверхностях лезвия действуют высокая температура, большое давление и существует ювенильное состояние трущихся поверхностей, непрерывно возникающих в процессе резания, пластичные поверхностные слои в отдельньк точках контакта могут сблизиться настолько, что между атомами металлов контактирующей пары могут возникнуть силы сцепления. В последующие мгновения в связи с тем, что имеет место подвижный контакт, в пределах приграничного слоя одной из контактных поверхностей происходит разрушение материала в тех точках, где только что установилось адгезионное схватывание. Если разрушение происходит в приграничном слое материала лезвия, оторванные и унесенные частицы представляют собой продукты износа инструментального материала. Если разрушается приграничный слой обрабатываемого металла, оторванные частички остаются на лезвии в
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


