
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Технологические способы металлообработки виде налипов обрабатываемого металла. Гипотеза адгезионного изнашивания хорошо согласуется с результатами выше-рассмотренного метода микрорентгено-спектрального анализа продуктов износа лезвий режуших инструментов. ГИПОТЕЗА О ДИФФУЗИОННОЙ ПРИРОДЕ ИЗНАШИВАНИЯ. В процессе резания происходит непрерывный и направленный диффузионный перенос углерода и вольфрама из приграничного слоя инструментального материала лезвия в контактирующий с ним слой обрабатываемого металла. По мере увеличения скорости резания и, следовательно, температуры диффузионный перенос становится основным фактором, определяю-шим механизм износа лезвий. Гипотеза о диффузионной природе износа лезвий непосредственными экспериментальными исследованиями еше не подтверждена и нуждается в дальнейших обстоятельных экспериментальных и теоретических поисках и доказательствах. Скорость резания, стойкость и ресурс инструмента § 10.1. максимальный линейный износ по задней поверхности и время резания МЕТОДИКА ИЗМЕРЕНИЯ ИЗНОСА ПО ЗАДНЕЙ ПОВЕРХНОСТИ. Максимальный линейный износ з., на задней поверхности лезвия постепенно возрастает на протяжении всего времени резания т. Постепенно возрастающий максимальный линейный износ h измеряют, как показано на рис. 9.3, через равные или произвольные промежутки времени Ат. Измерение с достаточной степенью точности производится измерительной лупой Польди с ценой деления шкалы 0,1 мм или микроскопом типа МПБ-2 с ценой деления шкалы 0,05 мм. Иногда целесообразно с помощью фотокамеры, оснащенной насадкой, зафиксировать вид изношенной задней поверхности на фотопленку, а затем, применяя специальную увеличительную аппаратуру, измерить текущую величину йзтах- На этапе экспериментальных исследований проведение измерений сопровождается протокольными записями, которые затем используются при математической обработке экспериментальных данных. СЕМЕЙСТВО КРИВЫХ ИЗНОСА КАК ФУНКЦИЙ ВРЕМЕНИ. По протокольным записям в системе линейных координат можно построить ряд экспериментальных точек и через них провести выравнивающие линии кривых износа для возрастающих по значению скоростей резания Vi, V2, Гз, ... . На рис. 10.1 и 10.2 показаны кривые износа для десяти значений скорости резания ii... гю- Полученное семейство кривых в графической форме выражает общую зависимость увеличения размера максимального линейного износа йзшах за время резания т. Выше в § 9.7 было показано, что интенсивность изнашивания инструментальных материалов при скольжении их с малыми скоростями по конструкционным сталям уменьшается в некотором диапазоне с возрастанием скорости скольжения. Аналогично этому, как показывают экспериментальные исследования при резании, с увеличением скорости от минимальных значений, используемых в производстве, до некоторой критической скорости резания интенсивность изнашивания инструментов также уменьшается. На графиках (рис. 10.1 и 10.2) это выражается в том, что кривые износа для Рис. 10.1 Семейство кривых износа и критерий равного допустимого износа /ijTOXpOBH jmatpabH 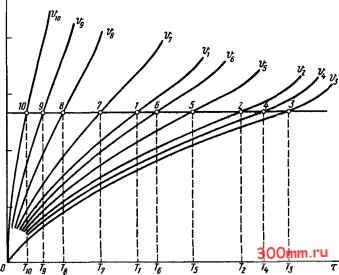 Рис.10.2 Семейство кривых износа и критерий оптимального допустимого износа /1,тохопт fjinoxS зтах7 Ibmaxs: Г , fmaxtj fjmaxJ Линия критерия оптимального износа Yi V. 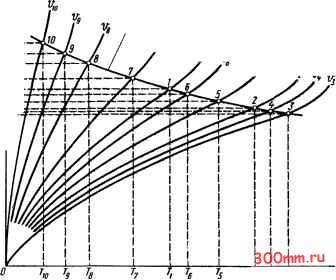 Ч h ь скоростей V2 и )з по сравнению с минимальной скоростью vi становятся более пологими и смещаются вправо. Крайне правое положение занимает одна из кривых (в данном случае кривая при скорости Гз) и ей соответствует наибольшая продолжительность резания Гз до момента начала ускоренного износа. Во втором диапазоне больших по значению скоростей резания (из, 1)4, ..., ью) с увеличением скорости резания интенсивность изнашивания возрастает и кривые износа поднимаются круче вверх и постепенно смещаются влево, причем продолжительность резания до начала ускоренного износа сокращается. СТОЙКОСТЬ РЕЖУЩИХ ИНСТРУМЕНТОВ. В гл. 9 были даны понятия о допустимых равном и оптимальном максимальных линейных износах, которые могут служить отправными, базовыми критериями для установления режимов резания. Режимы резания могут быть разработаны на основе установленного допустимого равного износа Йзтахравн = = const (рис. 10.1) для всех скоростей резания и оптимального износа /ц ах опт (рис. 10.2) для каждого значения скорости резания. Каждой точке пересечения 1 ...10 линии критерия допустимого равного износа с кривыми износа, построенными для разных скоростей Vf.-Vio, соответствует определенная продолжительность резания (Ti...T,o), отсчитываемая по шкале абсцисс графика на рис. 10.1. На рис. 10.2 то же семейство кривых износа пересекает линия критерия оптимального износа, проходящая через точки перегиба 1...10 кривых износа. Как и в предыдущем случае, каждой точке пересечения 1... 10 соответствует определенная продолжительность резания (Ti... Tto). Из сопоставления графиков на рис, 10.1 и 10.2 видно, что для одинаковых скоростей резания допустимый износ и продолжительность резания равны или больше для критерия оптимального износа по сравнению с критерием оптимального износа. Про<)о.1.жшпе.1ьноапь резани.н до момента, когда .иаксима.гьный .шнейный кзкос .нЗйня достигает допусти.\и>го sua-чепи.ч либо равного, .шбо оптимального износа, называется стойкостью режущего инструмента. Стойкость обозначается заглавной буквой Т и выражается в минутах. Для инструментов, подвергаемых переточкам и многократному повторному использованию, стойкость Г (период стойкости) определяется как продолжительность резания между переточками. Обычно за период стойкости с помошью одного инструмента можно обработать не одну, а некоторое количество заготовок. В таких случаях стой- кость Г = /о, где /о-основное техно-1 логическое время на каждую из i заготовок, обработанных от предьщущей до последующей переточки инструмента. § 10.2. зависимость скорости резания от стойкости инструмента ГРАФИЧЕСКИЙ ВИД ЗАВИСИМОСТИ СКОРОСТИ РЕЗАНИЯ ОТ СТОЙКОСТИ. В связи с тем что в производственных условиях исходным, назначаемым параметром часто является стойкость инструмента, рассмотрим зависимость скорости резания от периода стойкости. Экспериментально установленные значения скорости резания Vi и периода стойкости 7J для каждой точки пересечения кривых износа с линиями допустимого равного и оптимального износа (см. рис. 10.1 и 10.2) являются исходной информацией, пригодной для графо-анали-тической обработки с целью нахождения аналитической функциональной зависимости v{T). На рис. 10.3 в системе линейных координат по оси абсцисс отложена стойкость Т инструмента, а по оси ординат - скорость резания v. На нем с использованием экспериментально полученных данных (см. рис. 10.1 и 10.2) отложены точки /, 2, ..., 10. В пределах поля разброса точек проведена выравнивающая линия, выражающая в графической форме общую закономерность изменения скорости резания V от стойкости инструмента Т. Эта зависимость не однозначна. Как
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


