
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Технологические способы металлообработки § 10.5. РЕСУРС РЕЖУЩЕГО ИНСТРУМЕНТА ПОНЯТИЕ О РЕСУРСЕ ИНСТРУМЕНТА. Под ресурсом Р режущего инструмента понимается мера, равная или пропорциональная суммарному количеству годной продукции, обработанной режущим инструментом за срок его эксплуатации. Суммарный ресурс инструмента может быть выражен уравнением (10.26) Р = Р г(1 + i), где Р 7-ресурс инструмента за период его стойкости Т; i - число повторных переточек инструмента; - коэффициент, учитывающий возможное снижение ресурса после повторных переточек. Мерой количественного выражения ресурса Р инструмента могут быть: а) при резании с подачей S = const и глубиной резания t = const - длина L рабочего пути резания в метрах, подсчитываемая по выражению (10.27) L=vT, где v - скорость резания, м/мин; Т - стойкость, мин; б) при резании с переменной за время резания подачей S и глубиной резания t = const - площадь А обрабатываемой поверхности в квадратных метрах: (10.28) А = IQ-hTS, где подача S выражена в мм/об; v - скорость резания, м/мин; Т - стойкость, мин. в) при резании с переменной подачей S, мм/об, и переменной глубиной резания t, мм - объем V, м, или масса /Пр, кг, металла, срезанного с заготовки за время стойкости Г: (10.29) >= 10 %TSt; (10.30) тр= lO~pvTSt, где р - плотность обрабатываемого металла, кг/м; г) числом однотипных заготовок Кт, шт., обработанных инструментом за период стойкости Т, определяемым соотношениями (10.31) Кт = L/AL =А/АА= К/Л V= mjAm, где AL, Л/4, AF и Ашр - соответственно длина относительного рабочего пути, площадь обрабатываемой поверхности, объем и масса срезанного металла, приходящиеся на обработку одной заготовки. ЗАВИСИМОСТЬ РЕСУРСА ИНСТРУМЕНТА ОТ СКОРОСТИ РЕЗАНИЯ. Заменив в уравнении (10.27) стойкость Т его выражением по формуле (10.9), можно получить функциональную зависимость длины пути резания L, пройденного за период стойкости, от скорости v, которая имеет вид (10.32) L=Crv\ . Правая часть уравнения (10.32) отличается от правой части уравнения (10.9) только увеличенным на единицу числовым значением показателя степени при скорости резания v. Максимум стойкости инструмента кривой, описываемой уравнением (10.9), согласно уравнению (9.23) имеет место при скорости резания тах ~ ~ максимум рссурса, выражаемого длиной пройденного лезвием инструмента относительного рабочего пути Lmax, наблюдастся при скорости резания (10.33) /- ах=-(Ь+1)/- Отсюда следует, что всегда Vi > Vt Это соотношение проиллюстрировано на рис. 10.12, где кривая 1 графически отображает уравнение (10.9), а кривая 2 - уравнение (10.32). Максимум кривой 2 оказывается смещенным вправо относительно максимума кривой 1. Как уже было сказано выше, рациональная обработка металлов резанием должна вестись в зоне скоростей резания больших, чем скорость максимальной стойкости vt кривой 1. Вместе с тем max обработка металлов со скоростями резания меньше скорости максимального ресурса инструмента Vi ведется в условиях недоиспользования ресурса инструмента. Поэтому более обоснованным нижним порогом зоны скоростей рациональной обработки металлов резанием является скорость fLnja,. соответствующая максимальному ресурсу инструмента Р т- На кривой зависимости T{v) (кривая 1 на рис. 10.12), которая используется обычно на практике 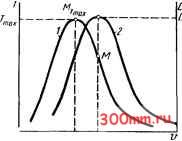 ц ц max тол Рис. 10.12. Взаимосвязь изменения стойкости Т и ресурса инструмента L при возрастании скорости резания для выбора и назначения режимов резания, этой скорости соответствует точка М. Разность скоростей Г/ - Vj- зависит от числового значения показателя степени b в уравнении (10.9). Чем оно больше, тем меньше разность скоростей и соответственно меньше отрезок кривой 1 между точками М и Мт- ВЛИЯНИЕ ПОДАЧИ И ГЛУБИНЫ РЕЗАНИЯ НА РЕСУРС ИНСТРУМЕНТА. Выше было показано, что закономерности изменения стойкости инструмен-. та Т(г) и ресурса инструмента L{v) идентичны, но имеют различные скорости точек максимумов. Тот же характер закономерности сохраняется для более сложных функциональных зависимостей: а) зависимость стойкости инструмента T{v, S), в которой максимальной стойкости Ттах соответствует согласно уравнению (10.17) скорость (10.34) = Cт,Se-У{Cr2S2e2% и зависимость ресурса инструмента L(r, S), в которой максимальному ресурсу La, соответствует скорость (10.35) tax = (CnSe- + mCr2S2e-2, б) зависимость стойкости инструмента T{v, t), в которой согласно уравнению (10.21) максимальной стойкости ответствует скорость резания (10.36) tmax = CT4t*e-47(C tb5e-.5); и зависимость ресурса инструмента Цр, t), в которой максимальный ресурс Lmax имеет место при скорости резания (10.37) fW = (Cr4t*4e-4 + l)/(C t*5e-5); в) зависимость стойкости инструмента T(v, S, t), в которой согласно уравнению (10.25) максимальной стойкости Та соответствует скорость резания (10.38) Vt = C7-9S* f*4e-(S + V) и зависимость ресурса инструмента L(v, S, t), в которой максимальный ресурс имеет место при скорости резания (10.39) Влияние подачи S и глубины резания t на ресурс инструмента L, как следует из сопоставления уравнений (10.9) и (10.32), аналогично их влиянию на стойкость инструмента Т. С увеличением подачи S и глубины резания t как стойкость инструмента Т, так и ресурс L одинаково убывают, причем максимумы кривых L(v) как с изменением подачи, так и с изменением глубины резания наблюдаются при одной и той же скорости резания . Таким образом, семейства кривых L{vj подобны семействам кривых T{v), изображенным на рис. 10.9 и 10.11. ВЗАИМОСВЯЗЬ ЗАВИСИМОСТЕЙ v{T, S, t, НВ); ЦТ, S, t, НВ). Подставив в уравнение (10.27) выражение скорости резания (10.7), получаем уравнение, выражающее функциональную зависимость ресурса инструмента от стойкости: (10.40) L= С Т - /[ (НВ/200)1]. Сравнительный анализ уравнений (10.7) и (10.40) показывает, что характер зависимостей скорости резания v и ресурса инструмента от его стойкости различен. Скорость резания согласно уравнению (10.7) с увеличением стойкости уменьшается, в то время как ресурс инструмента L пропорционален стойкости Т в положительной степени, т. е. увеличивается. Поэтому график функциональной зависимости скорости резания v{T, S, t, НВ) 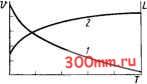 Рис. 10.13. Закономерности изменения скорости резания v (Ц и ресурса инструмента L {2) при изменении стойкости Г инструмента (рис. 10.13) выражен гиперболической кривой 1, а график функциональной зависимости ресурса инструмента L{T, S, t, НВ) -параболической кривой 2. Из уравнений (10.7) и (10.40) видно также, что с увеличением подачи S и глубины резания t как стойкость инструмента Г, так и ресурс инструмента L одинаково монотонно убывают. При этом следует подчеркнуть, что уравнения (10.7) и (10.40) справедливы лишь в зоне скоростей резания i; > v , где Ип - точка перегиба на кривой рис. 10.8. Режимы резания § 11.1. ИСХОДНЫЕ (СТАРТОВЫЕ) ЗНАЧЕНИЯ ОСНОВНЫХ РЕЖИМНЫХ ПАРАМЕТРОВ СЛУЖЕБНОЕ НАЗНАЧЕНИЕ РЕЖИМОВ РЕЗАНИЯ. Эффективность и качество изготовления деталей машин зависят от рационального проведения процессов обработки металлов резанием, которое достигается в том случае, если: а) режущая часть инструмента имеет оптимальные геометрические параметры и качественную заточку лезвий; б) обработка заготовок ведется с технически и экономически обоснованными подачами S и скоростями резания г; в) кинематические и динамические возможности механизмов коробки подач и коробки скоростей станка позволяют реализовать обоснованные значения подачи S и скорости резания v. Под термином режимы резания понимается совокупность числовых значений глубины резания, подачи, скорости резания, геометрических параметров и стойкости режущей части инструментов, а также силы резания, мощности и других параметров рабочего процесса резания, от которых зависят его технико-экономические показатели. Режимы резания будут рациональны, если процесс ведется с такими значениями перечисленных режимных параметров, которые позволяют получить высокие технико-экономические показатели. Режимные параметры взаимосвязаны и поэтому нельзя произвольно изменять значение хотя бы одного из них, не изменяя соответствующим образом всех прочих. При выборе и назначении режимов резания необходимо производить соответствующее согласование значений всех параметров с учетом возможности их реализации на используемом оборудовании. Необходимость оценки и учета большого количества взаимовлияю-щих факторов ведет к тому, что для решения задачи расчета и назначения режимов резания, как и большинства ин-
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


