
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Технологические способы металлообработки ного напряжения на лезвии резца. Вместе с тем с помощью резцов проходного типа, у которых ф < 90°, нельзя обрабатывать торцовые поверхности на деталях, имеющих ступенчатые переходы. Эти резцы чаще всего используются для предварительной обточки заготовок. поеврнуто повернуто 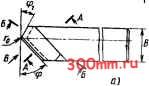 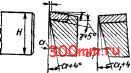 Вид В повернуто А-А Б-б подернуто повернуто 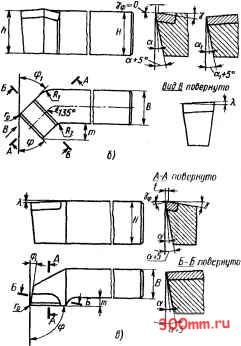 Рис. 12.1. Токарные проходные резцы с пластинками из твердого сплава: о -прямой правый с углом ф = 45°; 6 -отогнутый правый с углом ф = 45°; в - прямой правый подрезного типа с углом ср = 90° Резцы подрезного типа предназначены для обточки деталей, имеющих наружные цилиндрические поверхности с торцовыми плоскостными переходами между участками с разными диаметрами. Чтобы выполнить эту технологическую операцию, резцы подрезного типа имеют главный угол в плане ф = 90° и срезают с заготовок слой толщиной а = S и щириной b = t. Из-за этого лезвие резца подрезного типа работает в несколько более напряженных условиях, чем лезвие проходного резца с углом ф < 90°. Выбирая резец для выполнения конкретной опфации, в технологической документации дают название согласно рассмотренным вьппе классификационным признакам. В качестве примера оформления чертежей резцов на рис. 12.1, а изображен правый прямой проходной токарный резец с главным углом в плане Ф = 45° ; на рис. 12.1,6 - правый отогнутый проходной токарный резец с главным углом в плане ф = 45° ; на рис. 12.1, в - правый проходной резец подрезного типа с главным углом в плане ф = 90° . На чертежах на рис. 12.1 приведены буквенные обозначения соответствующих геометрических угловых параметров рабочей части и нормализованных размеров корпуса (см. гл. 3). ИНСТРУМЕНТАЛЬНЫЙ МАТЕРИАЛ РЕЖУЩЕЙ ЧАСТИВ настоящее время обработка заготовок на токарных станках ведется преимущественно резцами, режущая часть которых оснащена стандартными пластинками из твердых сплавов. Существует две номенклатуры твердосплавных пластин. Пластинки одной номенклатуры предназначены для оснащения резцов, которые после достижения установленного износа подвергаются пфеточке. Пластинки другой номенклатуры, имеющие форму с несколькими рабочими вершинами, после износа лезвия на одной вершине поворотом устанавливают в новое рабочее положение и обработку ведут лезвием следующей вершины. Пластинки этой номенклатуры называются многогранными непе-ретачиваемыми пластинками. Выбор марки инструментального материала, из которого следует выполнять режущую часть токарных резцов, определяется видом обрабатываемого металла и спецификой технологической операции, зависящей от требований, предъявляемых к обрабатываемой поверхности по точности ее исполнения и качеству (шероховатости и состоянию поверхностного слоя). Обточку сталей ведут резцами, оснащенными твердосплавными пластинами марок Т5К10 и Т15К6. Благодаря высоким механическим свойствам твердого сплава Т5К10 пластины из этого сплава предназначены для предварительной обточки заготовок, когда обработку ведут с повышенными глубинами резания и подачами {t > 5 мм; S > 0,3 мм/об). Сравнительно низкая тепло- и износостойкость твердого сплава Т5К10 ограничивает скорость резания значениями f < 150 м/мин. Пластинками из твердого сплава Т15К6, обладающего повышенной тепло- и износостойкостью, оснащают токарные резцы, предназначенные для работы в широком диапазоне режимов резания - с глубиной резания t < 7 мм, подачей S 0,3 мм/об и скоростью резания V < 220 м/мин. Эффективную обработку чугунов можно проводить резцами, оснащенными пластинами твердых сплавов марок ВК8, ВК6 и ВК6М. Сплав марки ВК8 обладает наиболее высокой прочностью и относительно низкими тепло- и износостойкостью. Используя это сочетание свойств, пластинами твердого сплава ВК8 оснащают токарные резцы, предназначенные для обработки чугунных заготовок повышенной твердости с глубинами резания t > 4 мм, подачами S > 0,3 мм/об и скоростями резания до 60 м/мин. Твердые сплавы В Кб и ВК6М обладают меньшей прочностью и большей хрупкостью, чем сплав ВК8, но вместе с тем более высокой тепло- и износостойкостью. Пластинами твердых сплавов этих марок оснащают токарные резцы, предназначенные для обточки чугунных заготовок с глубинами резания t 3 мм, подачами S < 0,3 мм/об при средних скоростях резания v < 120 м/мин. Чистовая обточка сталей и чугунов ведется как резцами с твердосплавными пластинками соответственно марок Т15К6 и ВК6, так и резцами, оснащенными пластинками, изготовленными из минералокерамики или из минералокерамики с добавками тугоплавких металлов - керметов. Минералокерами-ческим пластинкам присуща относительно низкая прочность, но зато у них высоки твердость, температуро- и износостойкость. Резцы с пластинками из минералокерамики и керметов предназначены для чистовой обточки стальных и чугунных заготовок с глубинами резания t < 1 мм, подачами S < 0,1 мм/об. Эффективная чистовая обточка стальных заготовок такими резцами ведется со скоростями резания v * 300 м/мин, а чугунных заготовок - со скоростями V к 600 м/мин. Окончательная обточка стальных и чугунных заготовок ведется резцами, оснащенными поликристаллическими вставками из кубического нитрида бора (эльбора). Окончательная обточка ведется с глубиной резания t < 0,1 мм, подачей S 0,02 мм/об и скоростью резания v 1000 м/мин. При окончательной обточке заготовок из алюминиевых сплавов используются токарные резцы со вставками из поликристаллических синтетических алмазов. Высококачественные поверхности заготовок из алюминиевых сплавов могут быть обточены с глубинами резания К 0,1 мм и подачами S 0,1 мм/об при скоростях резания v 1000 м/мин и выше. КРЕПЛЕНИЕ ТВЕРДОСПЛАВНЫХ ПЛАСТИН К КОРПУСАМ РЕЗЦОВ. Твердосплавные пластинки прикрепляют к корпусам резцов, изготовленных из стали 45 или стали 40Х, пайкой с помошью припоев из латуни (температура пайки ©п = 780... 800°С) или красной меди (© = 1080...1100°С). Стали 45 и 40Х и твердые сплавы имеют разные значения температурного коэффициента расширения. В процессе охлаждения после пайки поверхностные слои твердого сплава, обладающего меньшим температурным коэффициентом расширения, и корпуса резца после застывания припоя начинают испытывать касательные напряжения вдоль паяного шва. При изнашивании режущих лезвий резцов их работоспособность восстанав- ливают повторными переточками, во время которых поперечные размеры пластин уменьшаются. Поэтому прочность пластин с каждой переточкой уменьшается и касательные напряжения могут вызвать их растрескивание. При нагреве пластинки и корпуса в процессе резания эти напряжения уменьшаются, однако после завершения процесса резания и остьшания резца они снова восстанавливают свое значение. Резцы с припаянными пластинками твердого сплава в основном применяют для обработки заготовок с большими подачами, когда на лезвиях резца действуют большие силы резания. Для работы на средних и облегченных режимах резания применяют токарные резцы с механическим креплением пластин к корпусам резцов. Механические крепления надежно удерживают пластины в специальных гнездах, не вызывая опасных для хрупкого твердого сплава внутренних напряжений. Для различных условий обработки разработано большое количество вариантов конструкций, обеспечивающих механическое крепление твердосплавных пластинок. Твердосплавные пластинки / (рис. 12.2), механически прикрепляемые к корпусам резцов, должны иметь точно обработанные нижние опорные плоскости и опираться на так же точно обработанные верхние плоские поверхности специальных подкладных твердосплавных пластинок 2, жестко прикрепленных к корпусу резца 3. Качественное выполнение поверхностей разъемного стыка обеспечивает устойчивую работу лезвия резца. Отсутствие опорной подкладной пластинки отрицательно сказывается на стойкости и ресурсе резца. Широкое применение получили токарные резцы, режущая часть которых оснащена неперетачиваемыми пластинками из твердого сплава. Пластинка, предназначенная для одностороннего использования, имеет лезвия только с одной стороны. Другая ее сторона служит опорой. На виде сверху неперетачивае-мые пластинки имеют форму многогранников и число z лезвий равно числу ее граней. Многогранные пластинки, предназначенные для двустороннего исполь- зования, имеют лезвия с обеих сторон и их число равно 2z. Каждое лезвие многогранной пластинки имеет активную длину, равную ширине b срезаемого слоя. Внешние признаки износа многогранных пластинок аналогичны признакам износа припаянных пластин. После из- 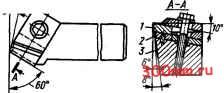 Рис. 12.2. Токарный проходной резец с механическим креплением пластинки из твердого сплава носа задней поверхности лезвия одной из вершин многогранная пластинка открепляется от корпуса резца, поворачивается так, чтобы в рабочем положении оказалось лезвие следующей ее вершины, и снова закрепляется. Таким образом, вместо переточки многогранную пластинку из твердого сплава можно повторно использовать z раз, а пластинку двустороннего использования - 2z раз. ИЗНОС, НОРМА ИЗНОСА, ПЕРЕТОЧКА ТОКАРНЫХ РЕЗЦОВ. Износ лезвий у проходных токарных резцов был подробно рассмотрен в гл. 9. Допустимый максимальный линейный износ лезвий йзтах ПО заднсй поверхности и глубина изношенной лунки Ь на передней поверхности (см. рис. 9.2, 9.3) имеют следующие значения: Марка инструмен- Лзтах. h л, мм тального материала Т5К10; ВК8, Р6К5 1,5...2,0 0,35...0,45 Т15К6; ВК6 0,8... 1,0 0,8...2,0 При переточке изношенных лезвий устраняются видимые признаки износа и полностью восстанавливаются их исходное состояние и геометрические параметры. Нормой износа резцов является толщина слоя, сошлифовывае-мого при переточке с передней и задней поверхностей изношенной твердосплавной пластинки, которой оснащен резец. Норма износа проходных токарных резцов за-
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


