
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Технологические способы металлообработки 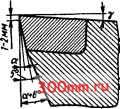 Передний угол у перетачиваемых проходных резцов, предназначенных для резания с подачами S<0,15 мм, затачивают равным 15°. Передняя поверхность при этом может быть оформлена в виде плоскости (рис. 12.8, а). У резцов, предназначенных для резания металлов Рис. 12.7 Заточка задней поверхности на проходных токарных резцах с припаянной пластинкой из твердого сплава с подачами S > 0,15 мм/об, переднюю плоскость также затачивают под углом у = 15°, но вдоль лезвия под углом Уф = О выполняют фаску шириной / = = 0,5... 1 мм (рис. 12.8, б). С увеличением подачи S увеличивается динамическая нагрузка на лезвие резца. Чтобы укрепить лезвие при работе с подачами S > 0,25 мм/об, вдоль лезвия затачивается фаска шириной / = 1 мм под углом Уф = - 5° (рис. 12.8, в). Стружкозавивающие и стружколомаю-щие канавки вдоль режущих кромок резца усложняют геометрическую форму передней поверхности твердосплавных пластин. При наличии канавок передние поверхности имеют вид, показанный на рис. 12.9. Чтобы канавки выполняли функции конструктивных стружкозави-вающих и стружколомающих элементов, их размеры (ширина е и радиус округления г впадин канавок), а также расположение относительно режущей кромки (ширина фаски /) назначают в зависимости от толщины срезаемого слоя: / = (0,8... 1,0)5; г = (10... 15)5; е = = 2rsin(y2 - у). ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ РЕЗЦОВ С НЕПЕРЕТАЧИВАЕМЫМИ ТВЕРДОСПЛАВНЫМИ ПЛАСТИНКАМИ. Геометрические параметры задаются формой и размерами пластинки, установленной и закрепленной на корпусе резца, и определяются их конструктивным исполнением. Проходные токарные резцы оснащаются неперетачиваемыми твердосплавными пластинками трех-, четырех-и пятигранной формы. Пластинки вьшускают различных типоразмеров с плоскопараллельными верхней и нижней поверхностями, с отформованным задним углом или без него и центральным отверстием или без него, а иногда со стружкозавивающими и стружколомающими канавками вдоль лез- 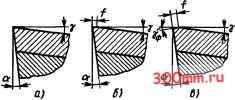 Рис. 12.8. Заточка передней поверхности твердосплавной пластинки на резце: о - плоская заточка; 6 - плоская заточка с фаской f под углом т=0; в -ппос-кая заточка с фаской f под углом Т = -5> ВИЙ. Все типоразмеры пластинок имеют закругленные вершины. Значения главного и вспомогательного углов в плане ф и ф1 на резцах с неперетачиваемьп\4и многогранными пластинками взаимосвязаны и определяются числом граней пластинки и пространственным положением пластинки на корпусе резца при закреплении. Если обозначить через е угол вершины пластинки, то ф -I- ф1 -I- е = 180°. Имея пластинку с углом вершины е и соответствующим образом изготовляя державку, получают главный угол в плане ф. Тогда значение вспомогательного угла в плане (12.7) Ф1 = 180° - (ф + е). Необходимость обеспечения жесткости сборных токарных резцов не позволяет использовать конструкции с плавно регулируемым значением главного угла в плане и на практике реализуется лишь несколько значений угла ф, в частности 45, 60, 75 и 90°. На рис. 12.10 схематично показаны резцы с многогранными пластинками разных форм и возможные значения углов ф и ф1, определенные с помощью формулы (12.7). Других вариантов, кроме приведенных на рис. 12.10, быть не может. Так, если установить для резца с четырехгранной пластинкой главный угол в плане Ф = 90°, то вспомогательный угол в плане ф1 = О, а у пятигранных пластинок, если главный угол в плане ф > 60°, вспомогательный угол в плане становится отрицательным. резцов применяются пластинки без формованных задних углов, положительные значения заднего угла а = 6... 12° получают, располагая опорную поверхность корпуса резца и, следовательно, заднюю поверхность пластинки наклонно. При этом, как следствие, передний угол становится отрицательным, численно рав- 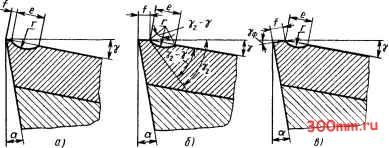 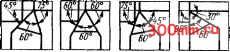  Рис. 12.9. Канавки для стружкозавивания и стружкодробления на передней поверхности: о - на плоской поверхности; 6-на поверхности с фаской f под углом Y = 0; в -на поверхности с фаской f под углом у= -5° НЫМ заднему углу. Для точения сталей, как об этом было изложено ранее, сочетание положительного заднего угла а и отрицательного переднего угла у с точки зрения механических свойств твердых сплавов представляет вполне приемлемую комбинацию геометрических параметров рабочей части проходного токарного резца. Угол наклона главной режущей кромки X резцов с неперетачиваемыми пластинками устанавливают таким же, как для проходных токарных резцов с припаянными пластинками (Я, = ± 3°). Эти значения достигают соответствующим наклоном пластинки. Таким образом, рациональные значения углов ф, фь у, а и Я, резцов с неперетачиваемыми пластинками взаимосвязаны. Их обеспечивают соответствующим конструктивным исполнением корпуса резца, а именно, расположением подкладной опорной пластины корпуса. Контактная поверхность подкладной неподвижной пластины должна быть выполнена качественно, чтобы обеспечить плотное прилегание к ней поворачиваемой многогранной режущей пластинки из твердого сплава.  Рис. 12.10. Главные и вспомогательные углы в плане ф и на проходных токарных резцах, оснащенных многогранньжи твердосплавными пластинками Передний угол у и задний угол а на резцах, оснащенных неперетачиваемыми многогранными пластинками, также взаимосвязаны. Если для оснащения § 12.4. УСЛОВИЯ ЭКСПЛУАТАЦИИ ТОКАРНЫХ РЕЗЦОВ СЕЧЕНИЕ СРЕЗАЕМОГО СЛОЯ Й СООТНОШЕНИЕ ГЛУБИНЫ РЕЗАНИЯ И ПОДАЧИ. Схема срезания припуска определяется принципиальной заготовки, показана на рис. 12.12, для двух значений главного угла в плане Ф = 45° (а), ф = 90° (б). Как видим из рисунка, поперечное сечение слоя, срезаемого за один оборот заготовки, по форме зависит от главного угла в плане ф, а по площади -от глубины резания г и подачи S. В сумме поперечные сечения  Рис. 12.11 Принципиальная кинематическая схема точения Ряс. 12.12 Схема последовательного срезания припуска проходным токарным резцом 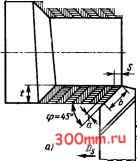 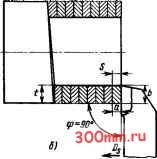 кинематической схемой резания точением (рис. 12.11). При точении существует два движения - вращательное движение вокруг оси X и поступательное движение вдоль оси X. Вращательное движение придано обрабатываемой заготовке и количественно характеризуется окружной скоростью обрабатыва0 1ой поверхности, по значению равной скорости резания i;. Поступательное движение вдоль оси х, приданное инструменту, является движением Dg продольной подачи. Оба движения осуществляются с постоянной скоростью. Их сочетание определяет Траекторию результирующего движения резания точек лезвия проходного токарного резца в виде винтовой линии. Перемещаясь по винтовой траектории относительно поверхности заготовки, лезвие резца срезает с заготовки и превращает в стружку винтовой слой металла с площадью поперечного сечения, определяемой уравнением A=ab = St, и образует на заготовке винтовую поверхность резания. За каждый оборот заготовки лезвие проходного токарного резца перемещается вдоль ее оси на размер подачи S и удаляет с нее один виток винтового слоя металла. Форма сечения (приближенная) припуска, срезанного за несколько оборотов смежных срезаемых витков за каждый оборот заготовки составляют поперечное сечение припуска, оставленного на обработку. Значения режимных параметров (глубины резания (, мм, и подачи S, мм/об) при точении проходными резцами зависят от технологического назначения операции: Предварительное точение t......4 5 6 7 8 S...... 0,8 0,7 0,6 0,5 0,4 Межоперационное точение t..... 1 1,5 2 3 4 S..... 0,2 0,25 0,3 0,35 0,4 Чистовое точение t..... 0,1 0,2 0,3 0,4 0,5 S..... 0,02 0,04 0,06 0,08 0,1 Окончательное точение t . . .0,06 а07 0,08 0,09 0,1 S . . . 0,006 0,007 0,008 0,009 0,01 В обычных условиях проходной токарный резец срезает с заготовки слой, когда глубина резания t больше подачи S. Толщина а и ширина Ъ срезаемого слоя в таком случае могут быть рассчитаны по формулам (3.1) и (3.2). В принципе возможно срезание слоя, когда t < S и урав-
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


