
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Технологические способы металлообработки в плане не должны превышать ф1 = = 2.. .У. Главный задний угол у отрезных резцов измеряется в плоскости, параллельной геометрической оси резца и перпендикулярной оси вращения заготовки. Заточенный на резце главный задний угол а измеряется между главной задней поверхностью и вертикальной плоскостью, проходящей через главную режущую кромку. Когда отрезной резец и обрабатываемая заготовка совершают рассмотренные выше движения, фактическое значение заднего угла изменяется по причинам, изложенным в гл. 5. Для случая отрезки схема, показьшающая положение вектора скорости Vg результирующего движения резания, отображена на рис. 12.19. Вершина режущего клина, перемещающегося по архимедовой спирали с постоянным шагом S , зафиксирована в точке Ml. Вектор скорости резания V лежит на прямой а - а, перпендикулярной радиусу-вектору р, соединяющему центр заготовки О с точкой Mj. Через точку Mj проведена касательная к архимедовой спирали 6-6, на которой лежит вектор скорости результирующего движения резания. Этот вектор является геометрической суммой = = V + Vs- Угол между векторами Ve и V является углом т скорости резания. Чтобы найти его числовое значение, проведем через центр О прямую, параллельную линии б - б, и опустим на нее перпендикуляр из точки Mj. В полученном прямоугольном треугольнике OMiMj угол при вершине Mj равен углу ц, а отрезок ОМ 2, являюпщйся поднормалью архимедовой спирали, равен 5п/(2л). Тогда справедливо соотношение (12.15) sinri = SJ(2np). Из уравнения следует, что угол ц тем больше, чем больше поперечная подача S , и тем меньше, чем больше радиус-вектор р. При p=Sn/(27i) имеет место соотношение sin ц = I, т. е. угол Г = 90°. Рассмотренная закономерность изменения угла ц при движении вершины режущего клина по архимедовой спирали влияет на значение кинематического заднего угла который определя- ется по соотношению (12.16) к = а - Л- В начальный момент работы угол г\ составляет незначительную часть заточен- 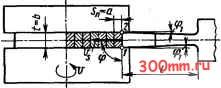 Рис. 12.18. Схема работы отрезного резца 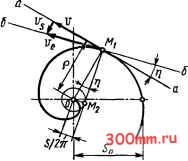 Рис. 12.19. Расчетная схема для определения угла ?! при отрезке ного угла а (рис. 12,20, а). В среднем положении (рис. 12.20, б) угол ц увеличивается, а кинематический задний угол хотя и уменьшается, но остается величиной положительной. По мере приближения вершины резца к оси вращения заготовки в некоторый момент возникает равенство т] = а и задний кинематический угол к = 0. При дальнейшем движении резца нормальный процесс резания становится невозможен, так как угол т] скорости резания становится больше главного заднего угла а, выполняемого при заточке, а кинематический задний угол становится отрицательной величиной (рис. 12.20, в). На рис. 12.20, в в увеличенном масштабе показано, что поверхность резания, имеющая вид архимедовой спирали с малым радиусом кривизны, на участке между точками 1 и 3 пересекает тело резца. На самом деле этого не случается, поскольку после момента г) = а резец начинает оказывать возрастающее давление своей задней поверхностью на поверхность резания. В результате этого воздействия возможно либо разрушение вершины резца, либо разрушение перемычки малого диаметра, соединяющей обе части заготовки. Как правило, разрушается металл заготовки. Несрезан-ный металл в виде цилиндрической бобышки остается на торце отрезанной части заготовки. Диаметр бобьш1ки зависит от подачи S и от значения заточенного на резце главного заднего угла а. Теоретически диаметр бобышки может быть подсчитан по уравнению Dg = SJ{n sin а). Бобышки при поперечной подаче в пределах Sn = 0,1.. .1,0 мм/об и заднем угле а = 10.. .30° имеют диаметр Dg = 0,6... ...1,8 мм. Вспомогательные задние углы ai на двух вспомогательных лезвиях измеряются в плоскостях, перпендикулярных проекциям вспомогательных лезвий на горизонтальную плоскость, между вертикальными плоскостями и вспомогательными задними плоскостями. У отрезных резцов вспомогательные задние углы обычно а, = 2°. Передний угол у у отрезных углов измеряется между горизонтальной плоскостью, проходящей через главную режущую кромку, и передней плоскостью резца. Из схем на рис. 12.20 следует, что Ук = Y + Л- В начальный момент отрезки, когда угол Г) мал, значение кинематического угла в плане мало отличается от значения у заточенного угла на резце. При продвижении резца к центру вращения заготовки кинематический передний угол у растет и в момент разрушения перемычки его значение определяется подачей и диаметром оставшейся на торце бобышки по уравнению у = у + arcsin [SJinDe)] При значениях диаметра бобышки, указанных выше, кинематический передний угод У(с по сравнению с передним углом заточки увеличивается на 20... 30°, что облегчает процесс стружкообразования в условиях резания с малыми ско- 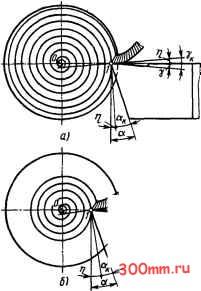 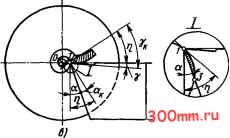 Рис. 12.20. Изменение кинематических углов и УкПри работе отрезным резцом: о-в начальный момент времени; б - в среднем попожении; в - в конце врезания ростями резания вблизи оси вращения заготовки. При главном угле в плане ф = 90° отрезной резец на всем пути результирующего движения резания срезает спиральный слой прямоугольного поперечного сечения (см. рис. 12.18). Толщина срезаемого слоя а - Sn. Ширина среза- емого слоя b соответствует глубине резания (г = Ь) и равна длине главной режущей 1фомки. Номинальная площадь срезаемого слоя А = аЬ = S t. С достаточной точностью действующая при отрезке сила резания может быть рассчитана по уравнению (7.19), емой заготовки (рис. 12.21). Торцовая обточка может вестись при перемещении резца от периферии к центру вращения заготовки (рис. 12.21, а): в этом случае главная и вспомогательная режущие кромки меняются ролями и соответственно главный и вспомогательный углы  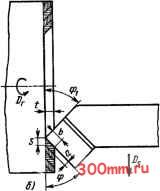 Рис. 12.21 Схема обработки торцовой плоскости отогнутым проходным резцои: о - при движении резца к ocf вращения заготовки; 6 - пр движении резца от оси враще ния заготовки выведенному для проходного токарного резца. Значения коэффициента Ср и показателей степени для этого уравнения берут из табл. 12.1. Эффективная мощность, затрачиваемая на отрезку, уменьшается по мере углубления резца в вытачиваемый паз. Расчет затрачиваемой эффективности мощности ведут по формуле (7.20) для наибольшей скорости резания, выражаемой в м/мин; I; = 10~я/)и, где D -диаметр заготовки, мм; и - частота вращения шпинделя, об/мин. Основное технологическое время работы отрезного резца в минутах рассчитывается по формуле to = D/(2nS ), где D - наружный диаметр заготовки в месте отрезки, мм; и - частота вращения заготовки, об/мин; S -поперечная подача, мм/об. ОБРАБОТКА ТОРЦОВЫХ ПЛО-СКОСТЕЙ.Точение открытых торцовых плоскостей заготовок часто бывает удобно выполнять проходными токарными резцами. Для этой цели могут быть использованы проходные отогнутые резцы, закрепленные в суппорте станка так, что геометрическая ось их державок параллельна оси вращения обрабатыва- в плане ф и ф1 меняются местами, а также с предварительным осевым врезанием резца в металл заготовки на глубину резания t и далее при движении резца от центра вращения заготовки к периферии (рис. 12.21, б): в этом случае главная и вспомогательная режущие кромки, а также углы в плане ф и ф1 сохраняют свои значения, полученные при заточке. При обточке ступенчатых заготовок возникает необходимость точно обрабатывать торцовые переходные плоскости между цилиндрическими поверхностями. Эта работа может быть выполнена: а) проходными резцами подрезного типа (см. рис. 12.1, в) или б) подрезными резцами (рис. 12.22). Геометрические оси державок при этом расположены перпендикулярно оси вращения заготовки. Как и при точении свободных торцов, здесь могут быть использованы два варианта с различными направлениями движения резца: от периферии к оси вращения заготовки и, наоборот, от оси вращения заготовки к периферии. От этого зависит положение главного и вспомогательного режущего лезвий и углов в плане ф и ф1. Чтобы не повредить ранее обработанную цилиндрическую поверхность меньшего диаметра ступенчатого пере-
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


