
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Технологические способы металлообработки Таблица 14.1. Коэффициенты и показатели степени в уравиениих (14.20) и (14.21)
кс. в § 14.4 были рассмотрены причины неравномерности процесса фрезерования и приближенно установлена зависимость изменения суммарной площади 1,АА сечения слоя, срезаемого с заготовки при повороте фрезы на один угловой шаг зубьев. Пропорционально площади срезаемого слоя изменяется объем пластически деформируемого металла, вызывая соответствующее изменение силы резания, направленной нормально к лезвию зуба. Определим в общем случае действующую на винтовой зуб цилиндрической фрезы силу резания. Для этого необходимо найти площадь А срезаемого этим зубом слоя, графически выраженной эпюрой на рис. 14.19, е. Площадь эпюры в пределах ширины срезаемого слоя b определяется зависимостью aij). Так как а = S.siwj, то A = bSz J sin\l/jd l/j, где и \1/2 - углы контакта, соответствующие крайним точкам участка режущей кромки зуба, находящегося в кон- такте с поверхностью резания. Для точек режущих кромок, лежащих на линии 1-2 (рис. 14.19; в), угол х2 = 0, а для точек, лежащих на линии 3-4, получаем xj/i = xj,. Согласно уравнению (14.11) ширина срезаемого слоя b - B/cosa, а в соответствии с уравнением (14.10) В = = nDk/{ztgCii). Тогда (14.25) nPkS, zsinra J sin dj. В первом приближении можно принять, что каждая единица площади сечения срезаемого слоя обрабатываемого металла оказывает на лезвие фрезы давление, численно равное (14.26) РО = fepCTe, где - предел прочности обрабатываемого металла; /Ср = 2,3...2,8 - коэффициент резания. Тогда сила сопротивления обрабатываемого металла резанию, направленная по нормали к лезвию винтового зуба, равна (14.27) Р = роЛ. Подставляя в уравнение (14.27) выражения (14.25) и (14.26), получаем Р = -e-V-J sm\l/yd\l,y. zsmto После интегрирования (14.28) Р = крСТв5гП£)к(со8\/2 - COS \l/i)/(z sin со). в условиях равномерного фрезерования, когда в резании одновременно находятся только к полных сечений срезаемого слоя, текущий угол фу контакта всех точек каждого режущего лезвия изменяется от О до ф, причем значение ф определяется выражением (14.1). Подставив эти значения в уравнение (14.28), находим, что сила резания Р , нормальная к винтовому лезвию зуба, в этом случае равна (14.29) Р = 2nfcpCTBStk/(zsinco). В условиях неравномерного фрезерования, когда суммарное сечение срезаемого слоя переменно и закономерность его изменения в зависимости от угла поворота фрезы имеет вид, показанный на рис. 14.23, с такой же закономерностью изменяется и значение силы резания Р (рис. 14.34). Учитьшая угол наклона винтового зуба, окружная составляющая силы резания Рокр = Р cos ю, а осевая составляющая, действующая вдоль оси вращения фрезы. Рос = P sinco. Силу резания при фрезеровании экспериментально измеряют специальными фрезерными динамометрами. Обобщенные результаты экспериментальных исследований окружной (главной) составляющей силы Рокр различными видами фрез выражаются уравнением (14.30) Р ,р = CptSlZpBD , где t - глубина фрезерования; - подача на зуб; Zp - число зубьев фрезы, одновременно выполняющих рабочий цикл; В - ширина фрезерования; D - диаметр фрезы. Крутящий момент Мр на шпинделе станка, необходимый для преодоления окружной силы Рокр фрезерования, равен (14.31) Мкр = PoKpD/2 = CtSlzBD-K 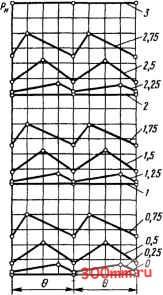 Рис. 14.34. Характер изменения силы резания Р при значениях коэффициента кратности О < к < 3 Число зубьев фрезы Zp, одновременно участвующих в работе, определяется углом контакта ф, который находится по уравнению (14. IX и угловым шагом фрезы е = 3607z, где z - число зубьев фрезы: (14.32) Zp = ф/е = [z arccos (1 - 2t/D)]/360. Числовые значения коэффициентов Ср и См, а также показатели степени для некоторых видов фрез и обрабатываемых материалов приведены в табл. 14.2. Значения скорости резания и переднего угла зубьев фрезы учитывают, умножая число, полученное по уравнениям (14.30) и (14.31), на поправочные коэффициенты
Таблица 14.2. Коэффициенты и показатели степени в ураииениях (14.25) и (14.26)
ЭНЕРГОЗАТРАТЫ В ПРОЦЕССЕ ФРЕЗЕЮВАНИЯ. Эффективная мощность, кВт, затрачиваемая в процессе фрезерования металлов, равна = РокрГ/60, если V выражается в м/мин, а Рокр -в кН. Масса металла, кг, превращенная в стружку за один час фрезерования, т = 6-lO~nztBSzP, где t - глубина фрезерования, мм; В - ширина фрезерования, мм; - подача, мм/зуб; Z - число зубьев фрезы; и - частота вращения фрезы, об/мин; р - плотность обрабатываемого металла, кг/м. Энергозатраты, кВтч, при фрезеровании определяются отношением работы, затраченной в течение часа, к массе срезанной при этом стружки: (14.33) Э = 0,278 lOPopV/(BtnzSzp). ОСНОВНОЕ ТЕХНОЛОГИЧЕСКОЕ ВРЕМЯ. Время, затрачиваемое на обработку одной заготовки, выражается общим уравнением (14.34) to = {h+l+ /2)/S ., где li - длина пути врезания фрезы в заготовку, / - длина обрабатываемой заготовки, /г - перебег фрезы в конце фрезерования (рис. 14.35). 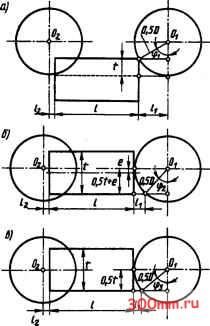 Рис. 14.35. Схемы расчета пути врезания фрезы Длина перебега I2 определяется техническими нормами на выключение механизма подачи: в среднем /2 = 1 2 мм. Длина пути врезания зависит от глубины фрезерования t, диаметра D фрезы относительно заготовки.
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


