
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Технологические способы металлообработки На рис. 14.35, а показана схема фрезерования цилиндрической, концевой, торцовой и другими видами фрез, когда глубина фрезерования t < 0,5D. Длина врезания этими фрезами: h =0,5С8тф1, где Ф1 = arccos(l - 2t/D). На рис. 14.35,6 показана схема несимметричного фрезерования торцовыми фрезами, когда глубина фрезерования t > 0,5D и ось фрезы отстоит от геометрической оси обрабатываемой заготовки на расстояние е. Длина пути врезания =0,5D(1 -втфг), где фг = arccos [(t -t- 2e)/D]. На рис. 14.35, в показана схема симметричного фрезерования торцовыми фрезами, когда глубина фрезерования t < D и эксцентриситет е = 0. Длина пути врезания ii = 0,5D(l -8тфз), где фз = arccos t/D. Протягивание § 15.1. ОСНОВНЫЕ СВЕДЕНИЯ О ПРОТЯГИВАНИИ ОБРАБОТКА МЕТАЛЛОВ ПРОТЯГИВАНИЕМ. Протягивание является технологическим способом обработки металлов резанием с помощью специальных инструментов - протяжек, прошивок и протяжных блоков. Протяжками называются специальные инструменты для завершающей обработки (профилирования) сквозных отверстий в обрабатываемых заготовках, предварительно изготовленных сверлением. С помощью протяжек получают отверстия круглого, квадратного и шестигранного поперечного сечения, а также отверстия со шпоночным пазом, шлицевые и фасонные отверстия сложного профиля. Протяжка J (рис. 15.1) - многолезвийный металлорежущий инструмент, имеющий при относительно малых поперечных размерах большую длину (1 < 1500 мм). На режущей части U протяжки размещается большое число режущих зубьев, расположенных друг за другом. При обработке внутренних центрально симметричных отверстий зубья протяжки имеют кольцевую форму соответствующего профиля. Наружный размер каждого режущего зуба протяжки больше размера предшествующего и меньше размеров последующих режущих зубьев. Полуразность размеров (разность высот) последнего и первого зубьев режущей части протяжки равна припуску на обработку протягиванием. Кроме режущей части протяжка имеет калибрующую часть /5, переднюю /3, и заднюю 1 направляющие, шейку I2 и замковую часть li, предназначенную для закрепления протяжки в патроне. В процессе резания протяжка J (рис. 15.1) с силой Р, приложенной тяговым патроном к замковой части, в буквальном смысле слова протягивается (протаскивается) через неподвижную заготовку 2, установленную на опорном приспособлении 5 стола 4 протяжного станка. При этом в теле протяжки между замковой частью и зубом, выполняющим в данный момент срезание слоя металла с внутренней поверхности заготовки, действуют напряжения растяжения.
Рис. 15.1. Протяжка для протягивания внутреннего отверстия 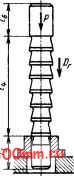 Рис. 15.2 Прошивка для обработки внутреннего отверстия Прощивками (рис. 15.2) называются инструменты меньшей, чем протяжки, длины, имеющие на режущей части и режущие зубья. В процессе работы прошивки с силой Р проталкиваются через предварительно изготовленные отверстия и, срезая оставленный на обработку припуск, изменяют их форму и размеры. В теле прошивки возникают напряжения сжатия. По этой причине ограничена и длина прошивки, так как при большой длине может произойти потеря устойчивости из-за продольного изгиба. При срезании больших припусков протягивание отверстия ведут последовательно комплектом прошивок с увеличивающимся наружным размером зубьев. Схема нагружения определяет и конструкцию прошивок, имеющую только режу- щую часть 4 и направляющие части -переднюю 1 и заднюю 1 (рис. 15.2). Протяжными блоками называются комплекты протяжек призматической формы, предназначенные для обработки наружных поверхностей заготовок. На протяжных блоках монтируются протяжки, составляющие комплект для полной Вид А 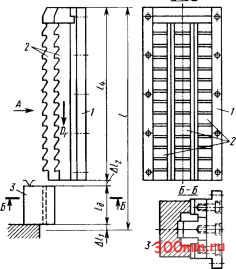 Рис. 15.3. Протяжной блок для протягивания наружной поверхности обработки за один проход наружных обрабатываемых поверхностей. Например, на корпусе 1 протяжного блока {рш. 15.3) закреплены три секции протяжек 2, которые на заготовке 5 обрабатывают одновременно три поверхности. Протягивание обеспечивает получение поверхностей с малой шероховатостью, а также размеров, соответствующих 6... 8-му квалитетам точности. Протягивание является также высокопроизводительным технологическим способом обработки профильных отверстий и наружных поверхностей. С его помощью за смену можно обработать большое число заготовок, но только одного типоразмера. Поэтому обработка протягиванием рентабельна лишь в условиях крупносерийного и массового производства. ПРИНЦИПИАЛЬНАЯ КИНЕМАТИ. ЧЕСКАЯ СХЕМА ПРОТЯГИВАНИЯ. Протягивание основано на использовании простейшей принципиальной кинематической схемы резания (рис. 15.4). Прямолинейное главное движение D сообщаемое протяжным инструментам или обрабатываемым заготовкам, может быть на- одоления инерционных сил больших масс при реверсе и, с другой стороны, необходимостью уменьшения ударной нагрузки при входе первого зуба режущей части в обрабатываемый материал. Наиболее применяемый диапазон значений скорости резания при протягивании v = 5... ... 10 м/мин.  Оёрабатыкемоя заготовка Рис. 15.4. Принципиальные кинематические схемы резания при протягивании: а - на горизонтально-протяжной станке; 6 -на вертикально-протяжном станке 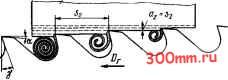 Рис. 15.5. Режущие зубья протяжки образование стружки и ее размещение между зубьями правлено вдоль горизонтальной оси х (рис 15.4, а), если протягивание ведут на горизонтально-протяжных станках. При работе на вертикально-протяжных станках прямолинейное движение направлено вдоль вертикальной оси z (рис. 15.4,6). Прямолинейное движение Dr на принципиальной кинематической схеме резания количественно характеризуется скоростью резания. Кинематическое исполнение протяжных станков в соответствии с принципиальной кинематической схемой резания предусматривает только прямолинейное возвратно-поступательное движение рабочих органов. Прямое поступательное движение всегда является рабочим ходом; возвратное движение - холостым ходом. § 15.2. РЕЖИМНЫЕ ПАРАМЕТРЫ ПРИ ПРОТЯГИВАНИИ СКОРОСТЬ РЕЗАНИЯ. Скорость относительного прямолинейного рабочего движения, с которой протяжка перемещается вдоль обрабатываемой поверхности заготовок, является скоростью резания. Скорость резания при протягивании мала (t) < 20 м/мин), что определяется, с одной стороны, необходимостью пре- ПОДАЧА. Принципиальная кинематическая схема при протягивании не предусматривает движения подачи. Характерной конструктивной особенностью исполнения режущих зубьев протяжек является последовательное возрастание их высоты или диаметрального размера. Разность высот или полуразность диаметров каждой пары смежных рабочих зубьев протяжки равна толщине слоя а, (рис. 15.5), срезаемого последующим зубом этой пары. Подъем каждого очередного режущего зуба над впереди расположенным, по сути, эквивалентен подаче на зуб, т. е. а, = На примере протягивания наглядно видно, что такой важный режимный параметр, как подача, может реализовы-ваться не только механизмами металлорежущих станков, но и конструктивным исполнением инструмента. ГЛУБИНА РЕЗАНИЯ. Глубина резания при протягивании определяется длиной главного режущего лезвия. В общем случае глубина резания количественно равна проекции главного режущего лезвия на плоскость, перпендикулярную направлению главного движения, причем измерение в этой плоскости производится перпендикулярно направлению подачи. На рис. 15.6, а глубина резания t,- равна
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


