
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Технологические способы металлообработки длине окружности кольцевого зуба и увеличивается от предыдущего зуба к последующему. На рис. 15.6,6 глубина резания одним зубом равна сумме четырех дуг 1-2 режущих участков tj = S Л tj каждого зуба и постепенно уменьщается. На рис. 15.6,8,2 - глубина резания t постоянна и вается обрабатываемая заготовка, и калибрующей частью Is- По всей длине режущей части располагается Zp режущих зубьев. Плоскости, в которых лежат режущие кромки, как правило, перпендикулярны геометрической оси протяжки. На каждом режущем зубе активные лез- 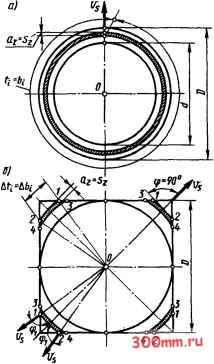 az-Sz
Рис. 15.6. Геоиетрические параиетры срезаеного слоя при протягивании отверстия круглого профиля {о), отверстия пряиоугольного профиля {6), четырехшлицевого отверстия (ь), поверхности наклонного пряиоугольного профиля (г) равна щирине протягиваемых пазов или протягиваемой плоскости. § 15.3. ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ РЕЖУЩАЯ ЧАСТЬ. Основную работу по срезанию припуска, оставленного под протягивание, выполняет режущая часть инструмента /4 (см. рис. 15.1... ... 15.3), расположенная между передней направляющей частью /3, на которую перед совершением рабочего хода наде- вия могут располагаться непрерывно по всему периметру протягиваемого контура или только на его части в зависимости от профиля обрабатьшаемых отверстий, пазов или наружных поверхностей. ГЛАВНЫЕ И ВСПОМОГАТЕЛЬНЫЕ ЛЕЗВИЯ. Режущие кромки зубьев, расположенные вдоль контурньпс линий профиля зуба и определяющие возвышение каждого последующего зуба над предыдущим, являются главными режущими кромками. По протяженности главные режущие кромки равны длине контурных участков, срезаемых с заготовки рассматриваемым зубом протяжки. При протягивании отверстий круглого профиля (рис. 15.6, о) длина главной режущей кромки каждого режущего зуба протяжки равна длине окружности зуба и размер ее, следовательно, возрастает с каждым последующим зубом. При протягивании отверстия прямоугольного профиля (рис. 15.6, б) длина главной режущей кромки первого зуба равна длине окружности диаметром Д вписанной в профиль обрабатываемого квадрата. На следующих режущих зубьях главными режущими кромками являются дуги концентрических окружностей последовательно возрастающего диаметра, заключенные между сторонами изготовляемого квадратного отверстия: дуги 3-4, 1-2 на рис. 15.6,6 и т. д. Длина участков главной режущей кромки постепенно убывает и на последнем зубе режущей части она наименьшая или даже равна нулю. В случае протягивания шлицевого отверстия (рис. 15.6, в) каждый зуб имеет контур, соответствующий контуру обрабатываемого шлицевого профиля. Длина прямолинейных участков главных режущих кромок 1-2, 3-4 и т. д. на всех зубьях режущей части постоянна. Лезвия, образующие с главными лезвиями сопряженные угловые переходы и формирующие боковыми профильными участками обработанные поверхности, называются вспомогательными. Таким образом, как и при других методах обработки (точении, сверлении, развертывании и др.), вспомогательные режущие кромки зубьев протяжки формируют обработанные поверхности. В зависимости от профиля обрабатываемой поверхности на режущих зубьях протяжек могут быть одно или два вспомогательных лезвия, расположенных с обеих сторон главных режущих кромок и одновременно формирующих две боковые поверхности протягиваемого профиля. Так, при протягивании квадратного отверстия (рис. 15.6,6) участки 1-3 и 2-4 зубьев лезвий, расположенные вдоль сторон квадрата, являются вспомогательными лезвиями. Аналогично, при протягивании шпоночных пазов и шлицев (рис. 15.6, в) вспомогательными лезвиями являются участки 1-3 и 2-4 боковых сторон зубьев. При протягивании круглых отверстий для облегчения свертывания стружки в стружечный валик круговой контур режущего зуба разделяют на части стружко-делительными канавками (рис. 15.7). Боковые стороны стружкоделительных канавок являются вспомогательными лезвиями. В некоторых случаях, когда весь про- 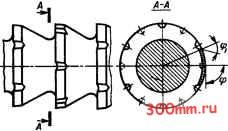 Рис. 15.7. Стружкоделительные канавки на лезвиях зубьев протяжки круглого профиля фильный контур срезается непрерывньш! главным режущим лезвием, вспомогательные лезвия у протяжки отсутствуют (круглая протяжка на рис. 15.6, о). УГЛОВЫЕ ПАРАМЕТРЫ РЕЖУЩИХ ЗУБЬЕВ. Главный угол в плане ф у протяжек определяется на основе общих принципов, рассмотренных в гл. 3. Так как на протяжках подача фактически достигается последовательным увеличением расстояний от кромок режущих зубьев до геометрической оси или опорной базы (у призматических наружных протяжек), то главный угол в плане измеряется между главной режущей кромкой (или касательной к ней) и направлением возрастания высоты зуба. Угол ф = 90°, если главная режущая кромка в рассматриваемой точке перпендикулярна направлению подъема зубьев (см. рис. 15.6,0-в). На рис. 15.6,г главный угол в плане ф < 90°. По общему определению вспомогательный угол в плане ф1 измеряется между линией, на которой лежит вектор скорости подачи и вспомогательной режущей кромкой {1-3 или 2-4). На рис. 15.6,6 вспомогательный угол в плане ф1 > 0. На рис. 15.6, в, г вспомогательный угол в плане фх = 0. По общему определению угол наклона главных режущих кро- мок измеряется между главной режущей кромкой и плоскостью, перпендикулярной вектору скорости резания v. Как правило, на протяжках для обработки внутренних поверхностей главные режущие кромки зубьев лежат в плоскостях, перпендикулярных как геометрической оси протяжек, так и вектору скорости резания, и, следовательно, угол наклона главных режущих кромок Я, = 0. На призматических протяжках для наружного протягивания, монтируемых на протяжных блоках, режущие кромки зубьев могут иметь угол X = О (рис. 15.8, я) или Я, > О (рис. 15.8, б). Измерение передних углов у (см. рис. 15.5) на режущих зубьях протяжек производится между плоскостью, перпендикулярной геометрической оси протяжки, и передней поверхностью зуба. При этом измерение производится в плоскости, проходящей через вектор скороста резания в рассматриваемой точке режущей кромки и геометрическую ось протяжки. Значение переднего угла на протяжках берется в пределах у = 0...20° в зависимости от физико-механических свойств обрабатываемых металлов: при обработке стали у = 15°; при обработке чугуна у = 5°. Значения передних углов оказывают влияние на силу резания. Протяжки работают в зоне активного наростообразования. Наличие на передней поверхности нароста ведет к тому, что фактический передний угол, определяющий характер деформационных процессов в зоне образования стружки, обычно больше заточенных на зубьях передних углов. Задние углы а (см. рис. 15.5) на зубьях протяжек, как и передние, измеряются в плоскости, проходящей через вектор скорости резания в рассматриваемой точке и геометрическую ось протяжки. Задний угол заключен между прямой, на которой лежит вектор скорости и задней поверхностью зуба. На протяжках для внутреннего протягивания задний угол а = 1.. .2°; Столь малые значения задних углов у внутренних протяжек объясняются тем, что после переточек зубьев по передним поверхностям поперечные размеры по профилю должны изменяться как можно меньше. обеспечивая выполнение установленных допусков на точность изготовления деталей. У призматических протяжек для наружного протягивания задние углы берутся в пределах а = 10.. .12°. Уменьшение поперечных размеров после переточек 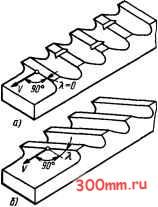 Рис. 15.8. Угол наклона главных лезвий но призматических протяжкох: о -X = 0; 6 - \ф О компенсируется в этом случае установкой мерных прокладок между опорной поверхностью протяжки и корпусом протяжного блока. § 15.4. РАЗМЕРЫ СРЕЗАЕМОГО СЛОЯ ТОЛЩИНА СРЕЗАЕМОГО СЛОЯ. Каждый режущий зуб протяжки срезает с обрабатываемой заготовки слой металла, толщина которого определяется его возвышением над предьвдущим зубом и главным углом в плане ф: (15.1) Яг = sin ф. Если ф = 90°, то я = где S. - подача, численно равная разности высот каждой пары смежных режущих зубьев. При Ф ф 90° толщина срезаемого слоя всегда я, < Режущие зубья у протяжек могут срезать слои равной толщины на всей длине режущей части (я = const). Значение Яг тогда связано с размером общего
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


