
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Технологические способы металлообработки tg Ce/tg = Et/Et = sin ф = sin ao/2, откуда (16.2) tgOs = tgot sin (ao/2). ТОЛЩИНА СРЕЗАЕМОГО СЛОЯ. На лезвии вершины резца главный угол в плане ф = 90° и поэтому наибольшая толщина срезаемого слоя а = S, где S - подача, мм/проход. На левой .и-правой боковых профильных главных лезвиях главный угол в плане ф = ао/2 и здесь толщина срезаемого слоя щ = 8 sin (щЩ. Для нарезания качественной резьбы толщина срезаемого слоя за один проход резца 0,02 мм < а < 0,2 мм, и, кроме того, процесс резьбонарезания должен вестись с применением смазываю-ще-охлаждающих жидкостей на масляной основе. ПРЕДВАРИТЕЛЬНОЕ НАРЕЗАНИЕ РЕЗЬБЫ. Сечение слоя корытообразной формы, срезаемое за один проход профильным резьбовым резцом (на рис. 16.3 заштриховано), имеет высокую жесткость, что затрудняет образование и отвод срезаемой стружки. Чтобы облегчить условия резания при нарезании резьб с крупным и средним шагом, обработку ведут последовательно двумя резцами. Сначала основная часть припуска на образование резьбового витка срезается черновым резьбовым резцом (контур 3-Г-24 на рис. 16.4). Затем окончательную обработку и профилирование резьбового витка ведут чистовым профильным резьбовым резцом. Черновой резьбовой резец имеет односторонне расположенную и состоящую из двух отрезков главную режущую кромку 3-1-2. При этом участок 1-2 на вершине резца может быть как прямым, так и криволинейным (выполненным по радиусу г). Черновой резьбовой резец крепится на поворотных салазках суппорта, направляющие которых установлены параллельно правой боковой стороне нарезаемой резьбы. Главная режущая кромка 1-3 заточена так, что при установке резца на салазки суппорта, как указано выше, она занимает положение, параллельное левой стороне нарезаемой резьбы. Подачу S чернового резьбового резца осуществляют в про11ежутках между каждым из i рабочих проходов резца ручным перемещением салазок вдоль правой стороны нарезаемой резьбы. Размер подачи S на один проход может быть как переменным, так и постоянным. 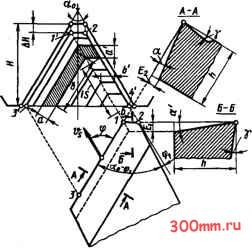 Рис. 16.4. Схема срезания припуска черновым резьбовым резцом и его геометрические пораметры В последнем случае (16.3) S = (H-AH)/[icos(ao/2)], где Я - общий припуск (высота резьбового профиля); АЯ - припуск, оставляемый на окончательную чистовую обработку профильным резьбовым резцом; о - угол резьбового профиля. Схема последовательного срезания припуска черновым резьбовым резцом показана на рис. 16.4. При этом за один проход срезаются слои, один из которых для примера заштрихован. Такая форма поперечного сечения срезаемого слоя облегчает условия образования и отвода стружки. При постоянной подаче на каждый проход черновой резьбовой резец срезает слои все большей площади поперечного сечения. Поэтому лучше применять переменную подачу, причем во время двух-трех первых проходов резание может осуществляться с большей подачей, и нарезание резьбы будет выполнено за меньшее их число. Толщина слоя, срезаемого участком 1-2 главного режущего лезвия, й = 5 cos (ао/2), а участком 1-3 главного лезвия (16.4) а = Ssinao- Ширина слоя Ь, срезанная участком 1-2, равна длине этого лезвия и постоянна при всех j рабочих проходах, а ширина b слоя, срезаемого участком 1-3, переменна и увеличивается во время каждого последующего прохода. Текущая ширина слоя, срезаемого за i-й проход при симметричном профиле резьбы, равна (16.5) foj = iS. ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ЧЕРНОВОГО РЕЗЬБОВОГО РЕЗЦА. Выполняя основную работу резания, лезвия 1-2 вершины и 1-3 левой боковой стороны чернового резьбового резца являются главными лезвиями. На правой боковой профильной стороне у чернового резьбового резца имеется вспомогательное лезвие, которое участвует в срезании слоя припуска на длине, равной подаче на один проход. На режущей кромке 1-2 вершины резца главный угол в плане Ф = 90° -1- ао/2. На левой боковой режущей кромке 1-3 главный угол в плане ф = ао. Чтобы устранить трение вспомогательной задней поверхности резца по поверхности нарезаемой резьбы, вспомогательная режущая кромка затачивается под вспомогательным углом в плане ф1 = 2.. .5°. Таким образом, угол профиля чернового резьбового резца между участком 1-5 главного лезвия и вспомогательным лезвием меньше, чем у чистового профильного резьбового резца и равен (ао - Фх). Участок 7-5 главного лезвия у чернового резьбового резца лежит в горизонтальной плоскости, проходящей через ось вращения заготовки. Эта горизонтальная плоскость перпендикулярна вектору скорости v и поэтому на этом участке угол наклона главной режущей кромки Я. = 0. На лезвии вер- шины резца 1-2 при переднем угле у О угол наклона режущей кромки У черновых резьбовых резцов, как и у токарных проходных резцов, передний угол Y измеряется в плоскости, перпендикулярной проекции главной режущей кромки на горизонтальную плоскость (для лезвия 1-3 угол у показан в сечении А -А на рис. 16.4). Обычно у = 15 . 20°. Задний угол а на черновых резьбовых резцах измеряется в той же плоскости, что и передний угол у. Значение заднего угла берется в пределах а 8. Ш°. § 16.3. НАРЕЗАНИЕ РЕЗЬБЫ РЕЗЬБОВЫМИ ГРЕБЕНКАМИ, МЕТЧИКАМИ, ПЛАШКАМИ И САМООТКРЫВАЮЩИМИСЯ РЕЗЬБОВЫМИ ГОЛОВКАМИ ХАРАКТЕРНЫЕ ОСОБ! ННОП И ПРОЦЕССА РЕЗАНИЯ. В отличие от токарных резьбовых резцов, нарезающих полный резьбовой профиль за несколько рабочих проходов, инструменты этой группы нарезают резьбу полного профиля за один проход одним или несколькими резьбовыми гребенчатыми режущими профилями, расположенными на их рабочей части. Резьбовые гребенки, предназначенные для нарезания резьбы за один рабочий проход (рис. 16.5), имеют один режущий гребенчатый профиль. На метчике (рис. 16.6) и на круглой плашке (рис. 16.7) имеется несколько (обьино три-четыре) режущих гребенчатых профиля, которые образуются разделением сплошной резьбовой поверхности продольными канавками (на метчиках) или отверстиями (на плашке). На самооткрывающейся резьбонарезной головке (рис. 16.8) на общем корпусе смонтированы четыре круглые резьбовые гребенки, каждая из которых имеет по одному режущему профилю. Круглые гребенки имеют не винтовые, а кольцевые профильные витки и устанавливаются поэтому под углом а подъема нарезаемой резьбы к оси вращения заготовки. у всех перечисленных инструментов вершины полных резьбовых профилей срезаны по наклонным линиям 1-2. Точка I лежит на наружном, а точка 2 на внутреннем диаметре резьбы. Угол наклона линии среза вершин зубьев резьбового профиля определяет длину полняют элементы режущих зубьев самих инструментов. Кроме того, боковые поверхности резьбы, нарезаемой на заготовках, контактируя с боковыми сторонами зубьев резьбонарезного инструмента, выполняют функции механизма продольной подачи станка, обеспечивая 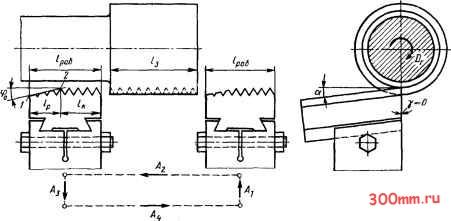 Рис. 16.5. Нарезание резьбы резьбовой гребенкой режущей части /р. На образованной таким образом режущей части 1 резьбовых гребенчатых профилей зубья имеют последовательно возрастающую высоту. Аналогично обработке протягиванием каждый последующий зуб срезает часть площади сечения впадины резьбового профиля на обрабатываемой заготовке и тем самым участвует в формировании резьбы. За исключением резьбовых гребенок, остальные резьбонарезные инструменты в процессе резания не имеют жесткого базирования и не получают дополнительного формообразующего движения от механизма станка. Центрирование резьбонарезных инструментов в заранее заготовленных отверстиях (внутренняя резьба) или на стержнях (наружная резьба) вы- nillllMilll  Рис. 16.6. Метчик для нарезания резьбы в отверстиях дополнительное движение на шаг Р резьбы согласно принципиальной кинематической схеме, показанной на рис. 16.1, а. Таким образом, метчики, круглые плашки и самооткрывающиеся резьбовые головки осуществляют нарезание резьбы в специфических условиях базирования и обеспечения кинематических связей, необходимых для формирования резьбы с заданными профилем, шагом и диаметром. Резьбовые гребенки, как и резцы, жестко крепятся в державках на суппорте станка. Перед закреплением гребенки устанавливают так, чтобы режущий гребенчатый профиль располагался в плоскости, проходящей через ось вращения заготовки, т. е. угол 7 = 0 (см. рис. 16.5), а линия, проходящая через вершины калибрующего участка 1, была параллельна оси вращения заготовки. Циклограмма перемещений резьбовой гребенки (см. рис. 16.5) подобна циклограмме перемещений профильного резьбового резца. Она отличается только тем, что всего одно поперечное перемещение Ai обеспечивает нарезание резьбы полного профиля и необходи-
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


