
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Технологические способы металлообработки (16.27) т = 3(ЫрпНР02, где р - плотность металла обрабатываемой заготовки. После подстановки уравнений (16.26) и (16.27) в уравнение (16.25) находим энергозатраты при резьбонарезании: (16.28) Э = AMJ(pHPD2). ОСНОВНОЕ ТЕХНОЛОГИЧЕСКОЕ ВРЕМЯ, Основное время работы резьбонарезного оборудования, затраченное на обработку одной заготовки для различных методов резьбонарезания, рас-считьшается по следующим уравнениям: для резьбовых резцов to = {h + h+f)igl{nP); для гаечных и машинных метчиков, нарезающих резьбу в сквозных отверстиях <о = (/л + р)/№; для круглых плащек и машинных метчиков, нарезающих резьбу в глухих отверстиях о = (/л-р)/№; для самооткрьшающихся резьбовых головок to = y(nP); для дисковых фрез to = nD(la + li)APS cos a); для многодисковых фрез to = 1,2jcD/S . Здесь: /д - длина нарезаемой резьбы на заготовках, мм; Zj - размер врезания, мм; / - ширина выточки для выхода резьбового резца, мм; i - число проходов резьбового резца; - число заходов нарезаемой резьбы; 1р - длина рабочей части инструмента, мм; п - частота вращения обрабатываемой детали или инструмента, об/мин; Р - шаг резьбы, мм; S -окружная подача заготовки мм/мин; а - угол подъема нарезаемой резьбы по среднему диаметру, град; D - наружный диаметр фрезы, мм. Шлифование § 17.1. общие сведения о шлифовании Шлифование - технологический способ обработки металлов, позволяющий получать на деталях поверхности высокого качества с высокой точностью размеров. Признаком, позволяющим квалифицировать шлифование как один из способов обработки резанием, является образование стружки, фезаемой в процессе обработки. Шлифование выполняется особым видом инструментов - шлифовальными кругами. В отличие от ранее рассмотренных инструментов, лезвия которых имеют определенную чертежом форму и размеры, шлифовальные круги режут абразивными зернами из минералов и сверхтвердых материалов, имеющими случайную форму и взаимное расположение. В резании обычно участвует одновременно большое число абразивных зерен, лезвия которых, каждое имея малые размеры, образуют режущую поверхность. Особенностью шлифования является срезание каждым абразивным зерном как режущим зубом небольшого слоя металла, в результате чего на поверхности детали остается царапина ограниченной длины и весьма малой площади поперечного сечения. Обработанная шлифованием поверхность детали образована совокупностью множества царапин - следов резания всех абразивных зерен, расположенных на режущей поверхности шлифовального круга. При изготовлении деталей машин и приборов шлифование применяется для завершающей чистовой обработки, позволяя получать поверхности с точностью размеров по 6-7-му квалитетам с шероховатостью = 0,08.. .0.32 мкм. СХЕМЫ ЦГЛИФОВАкИЯ. Различают следующие основные схемы шлифования: наружное круглое шлифование (рис. 17.1), при котором шлифовальный круг 1 вращается вокруг оси О, совершая главное движение D. Цилиндрическая заготовка 2 вращается вокруг оси Од, параллельной оси О, совершая движение Dsokp- Наружные поверх- 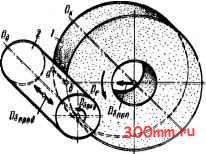 Рис, 17,1, Схеме нвружнеге круглеге шлифв ввния ности круга и заготовки взаимно касаются по образующей а-б. Линейные скорости точек шлифовального круга и заготовки, лежащие на линии а-б, могут быть направлены в одну сторону или навстречу друг другу. Но во всех случаях скорости точек, принадлежащих кругу, по значению намного больше скоростей точек заготовки. Заготовке сообщается возвратно-поступательное движение продольной подачи /Хпрод- По окончании цикла возвратно-поступательного движения продольной подачи действует пре-рьшистое движение поперечной подачи Snon сообщаемое шлифовальному кругу или заготовке. Наружным круглым шлифованием можно обрабатьшать и конические поверхности: в этом случае наружная поверхность шлифовального круга заправляется на необходимый угол наклона образующей обрабатываемого конуса или оси вращения круга и заготовки пересекаются под тем же углом; внутреннее круглое шлифование (рис. 17.2), при котором шлифовальный круг 1 и обрабатываемая заготовка 2 вращаются вокруг параллельных осей Ок и Од, совершая соответственно движения Dr и DgoKp. Наружная поверхность круга касается внутрен- ней цилиндрической поверхности заготовки. Движения продольной Dg и поперечной Dg подач происходят так же, как при наружном круглом шлифовании, и приложены обычно к шлифовальному кругу. Возможна также обработка внутренних конических поверхностей; 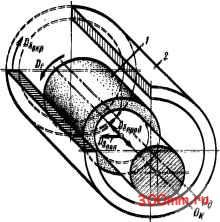 Ри§, 17,2, Схеме внутреинеге кругреге шлифе-вения плоское шлифование (рис. 17.3), при котором шлифовальный круг / вращается вокруг оси Ои совершая главное движение резания D. Наружная цилиндрическая поверхность круга касается обрабатьшаемой заготовки 2 по линии а-б. В процессе резания заготовке сообщается возвратно-поступательное движение подачи Dg . В промежутках между возвратно-поступательными движениями заготовки шлифовальному кругу сообщается прерывистое движение Dg поперечной подачи. После обработки плоскости шлифовальному кругу сообщается движение вертикальной подачи jDsgepT- Обработка всей плоскости повторяется до тех пор, пока значение суммарной вертикальной подачи не будет равно припуску на обработку данной поверхности шлифованием; торцовое шлифование и заточка (рис. 17.4), при которых шлифовальный круг 1 вращается вокруг оси Ок, совершая движение D. Касание заготовки 2 с кругом происходит не по линии, как в предыдущих схемах, а по плоскости. Заготовке сообщается возвратно-поступательное движение продольной подачи Dg о промежутках между этими движениями шлифовальному кругу или заготовке сообщается прерывистое движение поперечной подачи Snon-- Р* плоском шлифо- вании внешней цилиндрической поверх- 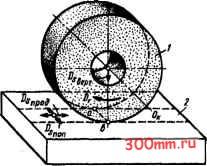 Рис. 17.3. Схема плоского шлифования ностью круга, значение суммарной поперечной подачи равно припуску на шлифование. ПРИНЦИПИАЛЬНЫЕ КИНЕМАТИЧЕСКИЕ СХЕМЫ РЕЗАНИЯ. Наружное и внутреннее круглое шлифование основаны на принципиальной кинематической схеме, изображенной на рис. 17.5, а. Вращательное движение вокруг оси х является главным движением резания и количественно характеризуется скоростью резания ti, которую имеют лезвия на режущей поверхности шлифовального круга. Вращательное движение вокруг оси X является движением подачи и характеризуется скоростью окружной подачи Vg, которую имеют точки обрабатываемой поверхности заготовки. Возвратно-поступательные движения вдоль оси х являются движениями продольной подачи, осуществляемые со скоростью Vg . При плоском шлифовании (рис. 17.5, б) вращательное движение вокруг оси х, являющееся главным движением резания Dr, осуществляют лезвия зерен шлифовального круга, находящиеся на режущей поверхности. Количественно главное движение характеризуется скоростью резания v. Возвратно-поступательные движения вдоль оси у являются движениями продольной подачи и количественно выра- жаются скоростью продольной подачи Vg . Эта схема справедлива и для торцового шлифования. Прерывистые, периодически повторяющиеся движения поперечной и вертикальной подач, действующие в промежутках между возвратно-поступательными рабо- 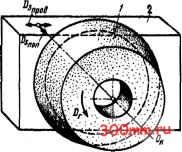 Рис. 17.4, Схема торцового шлифования чими ходами, принципиальными кинематическими схемами резания не учитываются. 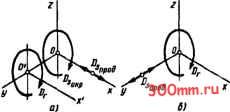 Рис. 17.5. Принципиальные кинематические схемы круглого (а) и плоского (б) шлифования § 17.2. ШЛИФОВАЛЬНЫЙ КРУГ КАК РЕЖУЩИЙ ИНСТРУМЕНТ СТРУКТУРНОЕ СТРОЕНИЕ ШЛИФОВАЛЬНЫХ КРУГОВ. Шлифовальные круги представляют собой тела, состоящие из: а) множества абразивных зерен, выполняющих функции режущих зубьев, и б) веществ, соединяющих все абразивные зерна в единую неразъемную конструкцию, имеющую определенную форму, размеры и прочность; их называют составляющими структурного строения круга. Для нормальной
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


