
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Направления железнодорожного моделизма делают из проволоки диаметром 0,3-0,6 мм, которую напаивают на заготовку стенки, обеспечивая при помощи щаблона параллельность накладываемых ребер. Если стенка изготовлена из органического стекла, то на ней по оси ребер жесткости делают прорези на /з толщины заготовки шириной 0,4-0,8 мм, в которые вклеивают пластмассовые полоски соответствующей толщины. После высыхания клея полоски стачивают напильником до высоты 0,5-0,7 мм над поверхностью стенки и округляют края ребер при помощи оправки, соблюдая при этом меры предосторожности, чтобы не нанести царапины на стенку кузова. Передние (торцовые) стенки кузовов современных магистральных локомотивов, как правило, имеют обтекаемую форму, поэтому их изготовление связано с некоторыми особенностями. Эти детали делают из брусков органического стекла или полистирола. Если нет заготовок нужных размеров, то их склеивают из отдельных пластин толщи- 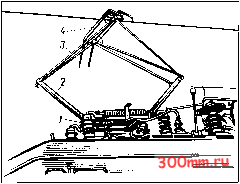 Рис. 185. Токоприемник электровоза: / - изоляторы; 2-нижняя рама; 3 - верхняя рама; 4 - полоз ной 3-5 мм. На чертеже переднюю стенку кузова разделяют несколькими горизонтальными и вертикальными сечениями, по которым изготавливают шаблоны. Последние нужны для того, чтобы правильно передать форму закругления кузова, по ним контролируют точность обработки деталей. Шаблоны изготавливают из металлических пластин толщиной до 1 мм. Заготовку стенки, обработанную до основных габаритов, сначала опиливают по очертаниям, полученным при горизонтальных сечениях, а после этого - по очертаниям, полученным при вертикальных сечениях. Затем обрабатывают сопряжения поверхностей и деталь зачищают наждачной бумагой. Оконные стойки, окна кабин управления изготавливают отдельно и приклеивают к передней стенке кузова. Крышу кузова изготавливают из органического стекла, контролируя в процессе обработки точность форм детали по шаблонам. Сначала обрабатывают очертания крыши в плане, затем заготовке придают профиль крыши кузова. Ребра жесткости на крыше делают так же, как и на боковых стенках, изготавливаемых из пластмассы. Из пластмассового или металлического листа делают накладные, выступающие по высоте крышки аппаратных и высоковольтных камер у моделей электровозов. Отдельные детали кузова склеивают, швы между ними шпаклюют и зачищают наждачной бумагой. После этого приступают к отделке кузова модели: к кузову крепят поручни, подножки, прожекторы, путеочистители, крышки песочниц, трапы для хождения по крыше. На моделях тепловозов на крыше устанавливают вентиляторы холодильников, на моделях электровозов - электрооборудование, воздушные резервуары и токоприемники. Токоприемник модели электровоза (рис. 185) состоит из двух (верхней и нижней) рам и полоза. Подъем и удержание полоза токоприемника на требуемой высоте в зависимости от положения провода контактной сети осуществляется при помощи пружины. Рамы токоприемника делают из стальной проволоки соответствующего диаметра, полоз - из медной пластины. Токоприемник устанавливают на крыше электровоза на четырех изоляторах. Готовый кузов соединяют с экипажной частью и проверяют модель в действии, устраняя отдельные неточности, допущенные при изготовлении узлов. Затем модель разбирают, с кузова демонтируют накладные детали и подготавливают модель к окраске. При изготовлении моделей пассажирских и грузовых вагонов применяют те же технологические приемы и материалы, что и при изготовлении моделей локомотивов. Основными узлами модели варона являются: ходовые (экипажные) части, рама и кузов. У старотипных двух- и трехосных вагонов ходовые части жестко соединены с рамой, у четырех-, шести-, восьми- и многоосных вагонов ходовые части объединены в двух-, трех- или четырехосные тележки, на которые опирается рама. Колесные пары моделей вагонов соединяют с рамой или тележкой через конусные подшипники. Такое соединение обеспечивает наименьшее сопротивление движению модели. Размеры осей и подшипников для моделей подвижного состава принимают в соответствии с нормами NEM 313 и 314. Подшипники для колесных пар делают в виде рамки из металла толщиной 0,5- 0,7 мм. С наружной стороны на подшипниках укрепляют буксовый узел или боковые рамы тележек, детали рессорного подвешивания и тормозного оборудования. Эти детали можно изготавливать из самотвердеющих зубопротезных пластмасс. Для этого из металла изготавливают образец буксового узла с рессорным подвешиванием или боковину тележки (рис. 186). Поверхности образца тщательно зачищают. Готовый образец заливают расплавленным воском и после твердения воска вынимают. Таким образом, получается восковая форма, которую заливают жидкой пластмассой. Время твердения пластмассы, зависящее от концентрации компонентов, определяют опытным путем. По окончании твердения пластмассы готовую деталь вынимают из восковой формы. Ввиду небольшой прочности восковая форма может служить только один раз. Раму вагона изготавливают из органического стекла толщиной 1,5- 2 мм. На обработанную по контурам рамы заготовку наклеивают хребтовую и шкворневые балки, буферные брусья и отдельные детали тормозного оборудования. Тележку присоединяют к раме вагона при помощи оси - шкворня, причем это соединение должно позволять тележке свободно поворачиваться в горизонтальной плоскости при прохождении вагоном кривых. Кузова моделей вагонов можно изготавливать как из металла, так и из пластмассы. Клепаные кузова старотипных полувагонов, хопперов и других грузовых вагонов лучше изготавливать из медного или латунного листа толщиной 0,3-0,5 мм. Кузова современных цельнометаллических вагонов, имеющие ребра жесткости, делают так же, как и кузова тепловозов и электровозов. Кузова моделей вагонов, имеющих деревянную обшивку, изготавливают из органического стекла толщиной 1 -1,5 мм, на заготовках стен расчерчивают полоски, имитирующие дощатую обшивку. Неокрашен- 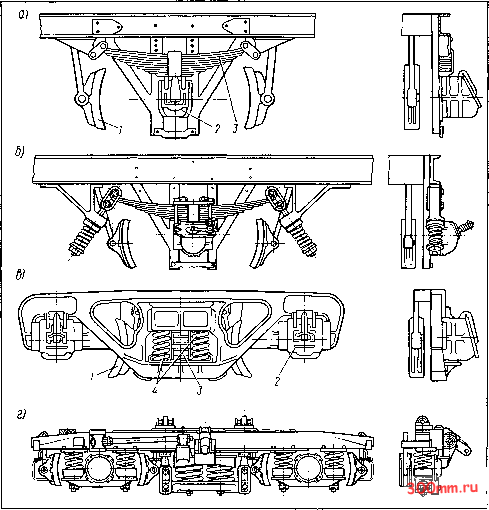 Рис. 186. Буксовые узлы грузового (а), пассажирского (б) вагонов и боковины тележек грузового (в), пассажирского (г) вагонов: / - тормозная колодка; 2 - букса; 3 - рессора листовая; 4 - рессора цилиндрическая ную деревянную обшивку кузовов старых пассажирских вагонов воспроизводят путем наклеивания на каркас кузова, изготовленного из органического стекла, узких полосок деревянного шпона (фанеровки) толщиной до 1 мм. Такую обшивку не красят, а покрывают бесцветным лаком. Профилированные металлические детали каркаса кузова грузового вагона - стойки, раскосы, пояса и другие - изготавливают из металлических профилированных заготовок, которые делают при помощи приспособлений, описанных в главе X; при необходимости на этих деталях делают имитацию заклепок. Котлы цистерн для уменьшения массы делают пустотелыми, их вытачивают на токарном станке или выгибают на оправках из металлического листа. После сборки кузова к нему крепят поручни, подножки, крюки сигнальных фонарей, вентиляционные устройства, детали ручного тормоза и др. Модели подвижного состава оборудуют автоматической сцепкой, которую по возможности следует использовать от моделей промышленного изготовления. Если невозможно воспользоваться готовой сцепкой, то ее можно сделать самому. Детали сцепки изготавливают из стали толщиной 0,5-0,8 мм, размеры сцепки принимают в соответствии с нормой NEM 360. В моделях двухосных вагонов сцепку устанавливают на раме вагона, а в моделях локомотивов и четырехосных вагонов для лучшего прохождения кривых участков пути сцепку устанавливают на тележках. Кроме того, сцепка должна иметь возможность отклонения от оси вагона в горизонтальной плоскости на 15-20°, а для возврата в первоначальное положение - возвращающее устройство в виде пружины. Для придания моделям локомотивов большего сходства с оригиналом на переднем буферном брусе вместо модельной сцепки может быть установлена декоративная сцепка, копирующая винтовую стяжку или автосцепку советского подвижного состава СА-3. В моделях локомотивов и пассажирских вагонов устраивают электрическое освещение. Источником света служат электрические лампочки напряжением от 2 до 12 В. Лампочки, рассчитанные на напряжение 12 В, соединяют параллельно, а на меньшее напряжение - последовательно. Не обязательно в каждом прожекторе устанавливать лампочку - для подведения света можно устраивать светопроводы (рис. 187) из прозрачного органического стекла; отражающие поверхности светопроводов полируют. Во избежание просвечивания кузовов локомотивов и вагонов, изготовленных из пластмассы, внутренние поверхности таких кузовов покрывают толстым слоем черной  Рис. 187. Система светопроводов в модели локомотива нитрокраски. В моделях локомотивов лампочки включают в схему питания электродвигателя, а на моделях вагонов для этого ставят колеса с металлическими бандажами и токосъемники. Заключительным и одним из самых ответственных моментов при постройке модели является окрас- ка. Эта операция является очень важной, так как неумело наложенный слой краски зальет острые кромки, скроет отдельные тонкости деталировки и лишит модель строгости очертаний. Подробное описание технологии покраски моделей, изготовление трафаретов и надписей приведено в главе X. Глава IX ОСНОВНЫЕ НОРМАТИВЫ ДЛЯ ПОСТРОЙКИ МОДЕЛЕЙ ЖЕЛЕЗНЫХ ДОРОГ 1. Нормы дпй жеиезнодорожного моделизма Перед тем как приступить к самостоятельной постройке железнодорожных моделей - моделей подвижного состава, действующих макетов железной дороги, макетов отдельных зданий, инженерных сооружений и др., необходимо познакомиться с основами железнодорожного моделизма - нормами, принятыми при постройке моделей и макетов. Если обратиться к истории появления нормативов на постройку моделей железных дорог, то следует отметить, что при изготовлении первых железнодорожных моделей-игрушек отсутствовали какие бы то ни было стандарты и общие требования. Вскоре после начала промышленного изготовления моделей железных дорог заводы-изготовители начали придерживаться определенной ширины колеи - 63,5 мм и 45 мм. Однако в тридцатые годы, когда железнодорожный моделизм стал привлекать все большее число любителей и в силу ряда причин наметилась тенденция к миниатюризации модельной железной дороги, американские заводы начали изготовление моделей в масштабе 1:75 с шириной колеи 19 мм; немецкая фирма МагкИп выпустила железную до- рогу в масштабе 1:80 с шириной колеи 16 мм; итальянская фирма Rivarossi и немецкая Fleisch-тапп начали производство моделей в масштабе 1:75 с шириной колеи 16,5 мм. Естественно, что такое разнообразие масштабов очень затрудняло использование на одном макете моделей, изготавливаемых разными фирмами, поэтому возникла необходимость установления единых масштабов и норм для изготовления моделей. Возникновение в 1954 г. международной организации любителей-моделистов железных дорог - Modelleisenbahnverband - Europa (Европейского союза моделистов железных дорог, сокращенно MOROP), куда входят национальные союзы моделистов европейских государств, явилось большим шагом вперед в вопросах выработки единых технических требований к моделям железных дорог. Первые нормы - Могтеп Europischen Мо-dellbahnen ( Нормы европейских моделей железных дорог , сокращенно NEM), принятые MOROP в 1958 г., определили единые масштабы, ширину колеи, габариты подвижного состава и приближения строений, параметры рельсов, колесных пар, стрелочных переводов, электрического тока и др. Эти нормы явились основой при постройке железнодорожных моделей и макетов
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


