
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Автоматизация и механизация листовой штамповки Без прижима С поперечным зажимом пассивным С осевым сжатием  Т. я      L/ii=qz-r,o ронствами, обеспечивающими прижим прутка к ножам внешней силой Q. Эта схема япляется иг.илучшей схемой 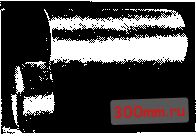 Рис. 6. Сдвиг отрезаемой заготовжн при заврытой разрезже с осевым сжатием не полностью закрытой разрезки и обеспечивает отрезку наиболее точных заготовок. 4. Закрытая разрезка, отличается от предыдущих тем, что отрезаемая часть прутка, замкнутая в полости ножей, подвергнута осевому сжатию, вследствие чего в зоне реза создается благоприятное для пластической деформации напряженное состояние всестороннего сжатия. При достаточных удельных усилиях осевого сжатия <7ос = (2-j-5) 0т ] разделение происходит путем пластического сдвига без разрушения. Заготовка составляет одно целое с прутком до полного отделения (рис. 6). Торцы заготовки имеют гладкую ровную, перпендикулярную к оси заготовки поверхность. 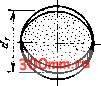
 Рис. 7. Схемы измерения заготовки, отрезанной ие полиостью открытой или не полностью закрытой разрезкой {а), и точной короткой заготовки (б), полученной закрытой разрезкой Закрытая разрезка - единственный из четырех способов, принципиально пригодный для отрезки геометрически точных, коротких заготовок длиной более 0,2 высоты сечения прутка. Однако при больших преимуществах закрытая разрезка имеет и существенный недостаток, сдерживающий до снх пор ее практическое применение. Под влиянием больших усилий осевого сжатия при закрытой разрезке происходит схватывание металлов прутка и ножей и образование дефектов (задиров) на торцах заготовки и плоскостях ножей. Поэтому пока проводятся работы по применению способа 4 только для разрезки на точные заготовки медных прутков и прутков из мягкого алюминия, у которых явление схватывания почти не проявляется. Качество заготовки и его оценка. Качество отрезаемой заготовки оценивают комплексом показателей, характеризующих ее геометрическую точность, состояние поверхностей среза и свойства металла в прнторцовых деформированных зонах. Оценку геометрической точности проводят по результатам обмера заднего конца заготовки, имеющего обычно большие искажения (рис. 7). Для сравнительной оценки геометрической точности заготовок разных размеров используют относительные показатели неточности, приведенные в табл. 4. К основным показателям, от которых существенно зависит точность заготовки, относятся утяжка (продольная или поперечная), отклонения от пло- скостности и от параллельности торцов и угол скоса торцов. Качество поверхности торцов определяется относительной гладкостью с и отсутствием дефектов. При разрезке способами 1, 2, 3 иа торцах заготовок всегда имеются два неоднородных участка; большой участок шероховатой поверхности и узкий пластический поясок (см. рис. 5). Только заготовки, отрезанные способом 4, имеют гладкие блестящие торцы (с = = 1), без шероховатых участков. При неправильном выборе способа, условий или параметров разрезки на торцах могут появиться некоторые из дефектов, приведенных в табл. .5. Несколько блестящих поясков иа торце могут появиться при отрезке с недостаточным осевым зазором между ножами, а ступенчатый торец при отрезке - с чрезмерно большим. Заусенец торцовый возникает при отрезке сильно затупленными ножами или слишком большом осевом зазоре, заусенец боковой образуется при разрезке проката круглого профиля в штампе с постоянным абсолютным осевым зазором (не убывающим от середины к краям сечения). Пригары, наплывы, зарезы и задиры на торцах заготовки - дефекты, являющиеся результатом треиия волнистых поверхностей торцов прутка и заготовки; возникают, если заготовка не имеет возможности отойти от прутка сразу после образования поверхиости Среза. 3. Классификация способов н схем разрезки заготовок сдвигом 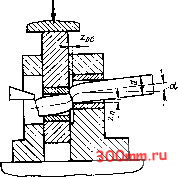 4, Параметры заготовки и относительные показатели, характеризующие ее геометрическую неточность поперечный зазор; ос~ осевой зазор; а - угол наклона прутка Вырьгеы на торцах наблюдаются при разрезке твердых сталей с чрезмерным осевым зазором. При неправильном ведении процесса холодной разрезки прутков из твердых хрупких сталей в приторцовых зонах могут возникнуть торцовые или поперечные трещины. Иногда трещины образуются не сразу, а через некоторое время после отрезки. Параметры и силовые характеристики процесса отрезки. Различают геометрические и силовые параметры процесса отрезки. К геометрическим параметрам относятся поперечный н осевой зазоры, угол наклона прутка (рис. 8). Поперечный зазор между отверстием ножа н прутком гп = = - d необходим для обеспечения возможности введения прутка в ножи. Он всегда оказывает вредное влияние иа отрезку, снижая геометрическую точность заготовок. При наличии поперечного зазора на заготовке появляется участок смятия (см. рис. 5) и овальность торца, поэтому поперечный зазор должен иметь мннимальпо необходимую величину, которая зависит от точности проката, отклонения от соосности ножей, деформации прутка в зоне разрезки. Ориентировочные значения поперечных зазоров при разрезке стальных прутков с заправленными концами в штампах е втулочными ножами приведены в табл. 6. Устранение поперечного зазора достигается применением разъемных но- Параметр, мм, обозначение Диаметр d Высота торца dj Длина: наибольшая / наименьшая If Утяжина: продольная и поперечная / Вмятина: продольная п поперечная k Глубина впадины на торце b Ширина пластического пояска с Длина заусенца х Угол скоса торца Относительный показатель неточности, формула для определения Овальность торца О = (d-di)ld Отклонение от параллельности торцов е= (I Утяжка: продольная и = uld поперечная / = fid Смятие: продольное п = nid поперечное k = kid Отклонение торца от плоскостности Ь = hid Огносительная гладкость торца с = cid Относительная длина заусенца х = xld жей. Поперечный зазор в неподвижном ноже можно устранить, применяя разрезку с редуцированием прутка (см. табл. 15). Угол наклона прутка а. Для того чтобы обеспечить перпендикулярность торцов заготовки к ее оси, необходимо при не полностью открытой и не полностью закрытой отрезке придать прутку наклонное положение относительно направления реза. Если заготовку отрезать без 5. Неоднородность и возможные дефекты иа торцах заготовок, отрезанных сдвигом Дефект Эскиз Дефект Эскиз Неоднородность поверхности: а - плоский гладкий поясок; б- шероховатая волнистая поверхность Наплыв Несколько глчдких поясков Задиры Ступенчатый торец  Вырыв Заусенец: а - торцовый; б - боковой  Зарез Закол Пригар Торцовые микро- н макротрещины Скол Поперечные трещины е. Поперечные зазоры в штампах с втулочными ножами, мм
наклона прутка, то торцы будут не перпендикулярны к оси, потому что трещины скалывания от кромок ножей идут под углом к направлению реза. Угол отклонения трещины и, следовательно, угол а наклона прутка <см. рис. 8) или ножа (см. табл. 14, схема 2.2) зависят в основном от прочности разрезаемого металла и условий отрезки (скорости, температуры). Наибольшая перпендикулярность торцов достигается при оптимальном для каждого металла угле I I 760 740 720 700 SO £0 40 20
0 12 3 4 5 6 7 9 70 П 12гцс, <>ис. 9. Значения осевого зазора в зависимости от предела прочности разрезаемого металла и диаметра сечеиия прутка наклона. Зависимость угла наклона а прутка от твердости углеродистой стали приведена ниже. НВ 110 135 160 185 200 240 а°, 9 8 7 4,5 2 О Ориентировочно угол наклона для прутков из углеродистых сталей можно определить нз выражения а = 11,5 - 0,01 Ов. Оптимальные значения угла наклона для сталей ШХ15, 9ХС, У10А, Р18 а<8°, а для сталей 20Х, 12ХНЗА а = 2-j-3°. Для облегчения автоматизации разрезки и упрощения конструкций штампов и ножниц рекомендуется принимать для всех сталей среднее значение угла а, т. е. а = 4°. При разрезке прутков из сталей с НВ J>. 200 наклон прутка не оказывает существенного влияния иа перпендикулярность торцов полученной заготовки. Осевой зазор между подвижным и неподвижным ножами - важнейший геометрический параметр, от которого зависят качество торцов и геометрическая точность заготовок, отрезаемых не полностью открытой и не полностью закрытой разрезкой. Назначение осевого зазора - обеспечивать образование оптимальной, бездефектной поверхности среза путем слияния трещин скалывания, распро-страияюшихся от режущих кромок ножей. Оптимальный осевой зазор назначают в зависимости от характеристик прочности разрезаемого металла, высоты поперечного сечеиия, схемы и температурно-скоростиых условий в пределах (0-7-0,l)d (рис. 9). Прн закрытой разрезке, а также при всех способах разрезки с повышенной и высокой скоростями осевой зазор не нужен. Различают абсолютный и относительный 2о осевые зазоры: Наилучшее качество торцов обеспечивается при постоянном относительном осевом зазоре по всему сечению. При разрезке проката круглого профиля (или квадратного в угловом направлении) для постоянства отно-аительного осевого зазора необходимо, чтобы абсолютный осевой зазор был переменным. Возможны два способа создания постоянного относительного осевого зазора при разрезке прутков круглого профиля: фасонная заточка ножей (рис. 10, а) и наклонное расположение рабочих плоскостей к плоскости разъема (рис. 10, г). Для ножа с цилиндрическим отверстием применяют заточку, обеспечивающую изменение абсолютного осевого зазора по закону где Zoc max - абсолютный осевой зазор в диаметральном сечении; х - расстояние от оси сечения. Применяют и другие формы заточки ножей (рис. 10, б, в). Размеры фасонной заточки можно выбирать по графику, приведенному на рис. 11. Для разрезки прутков круглого профиля с наклоном на угол а величину осевого зазора следует определять по формуле гос = К iVd-ix - 8р maxd) sin а, где К - коэффициент, зависящий от твердости металла {К = для твердых, 1,3 для мягких сталей); ртах - относительное внедрение ножа в пруток к моменту слияния скалывающих трещии (приведено ниже). 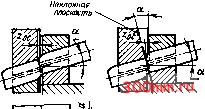 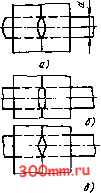 Рис. 10. Формы рабочих поверхностей ножей, обеспечивающие постоянство относительного осевого зазора при разрезке прутков круглого профиля между ножами и угле наклона прутка, в большинстве случаев можно получать заготовки с ровными торцами, перпендикулярными к оси заготовки, полностью исключить поперечное смя- Материал 8р max АД1 0,18 Ml 0,13 35, 40, 45 0,18 ЗОХГСА 0,16 40Х 0,16 12Х18Н9 0,22 Материал ХВГ, У8А В95, 9ХС Р6М5 0,17 0,14 0,17 max ..... Усилие поперечного зажима Qs - активная сила, прикладываемая к прутку в поперечном направлении для прижима его к ножу и устранения поперечного зазора, придания разрезаемой части прутка стабильного относительно ножей положения, улучшения схемы напряженного состояния металла в зоне реза и уменьшения пластических деформаций отрезаемой части прутка. Не полностью закрытой разрезкой с активным поперечным зажимом прутка по обе стороны от поверхности среза, при оптимальном осевом зазоре ЛС59-1, Д16 0,12 Х12М, 3X2 В8 0,15 тие и уменьшить овальность торцов. Усилие поперечного зажима определяют как часть усилия отрезки, т. е. Qs = К3Р р, где Кз - коэффициент, зависящий от механических свойств разрезаемого металла, относительной длины заготовки и зажимных полувтулок, конструкции зажимного устройства (табл. 7). В известных конструкциях отрезных штампов и ножниц Кв = 0,6 - 2,5. Активный поперечный зажим при не полностью закрытой отрезке уменьшает искажение формы заготовки по
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


