
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Автоматизация и механизация листовой штамповки Г г 3 4 5 t,MM 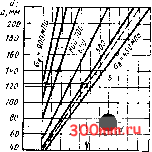 7. Значения коэффициента 30 60 90 по 150 3,млг Рис. П. Размеры фасонной заточки нояей сравнению с пассивным зажимом. Продольная утяжка уменьшается на 25- 30%, овальность торцов - на 9- 20 %, отклонение от плоскостности - на 17-50%, исключается смятие, сужается зона пластической деформации. Усилие поперечного зажима обязательно должно сниматься в момент образования поверхности раздела, чтобы отрезаемая заготовка могла отойти от прутка (для предотвращения трения торцов заготовки и прутка и образования дефектов). Усилие осевого сжатия N. Сжимающим осевым усилием раз-резае.чый участок прутка нагружается при закрытой разрезке (см. табл. 3). Осевое усилие создает в очаге деформации благоприятное напряженное состояние трехосного неравномерного сжатия с высоким гидростатическим давлением, под воздействием которого изменяется характер процесса образования поверхности раздела - полностью исключается разрушение. Разделение происходит путем пластического сдвига. Торцы заготовки имеют плоскую зеркально-гладкую поверхность. Значение удельного усилия осевого сжатия, при котором успешно протекает закрытая отрезка, зависит от механических характеристик металла (От; Ов) и от длины отрезаемой заготовки.
При закрытой отрезке заготовок длиной 0,1-0,7 диаметра сечения от прутков из мягких сталей и алюминиевых сплавов необходимо, чтобы удельное усилие осевого сжатия составляло (2-5) От разрезаемого металла. Чем меньше относительная длина заготовки l/d, тем больше значение необходимого удельного усилия осевого сжатия. При закрытой отрезке с повышенной и высокой скоростями удельное усилие осевого сжатия может быть уменьшено до (0,3-0,5) а. Усилие отрезки Р. Усилие зависит от характеристик прочности разрезаемого металла, площади поперечного сечения прутка, схемы отрезки и скорости деформирования. Типовые кривые усилие - ход ножа при не полностью закрытой и закрытой отрезке заготовок от прутков приведены на рис. 12. гоо tso wo О qr цг qj qf qs qs q? e=Ah/d Рис. 12. Типовые кривые усилие - ход ножа при разрезке некоторых металлов; / - стали 9XC; 2 - стали 40; 3 - стали 10; 4, 5 - алюминиевого сплава АД1 (i, 2, 3, 5 - не полностью закрытая разрезка; 4 - закрытая разрезка) 8. Значения коэффициента К- при различных способах разрезки
9. Удельные усилия при закрытой отрезке коротких заготовок от прутков диаметром 15-30 мм
При не полностью открытой и не полностью закрытой отрезке усилие возрастает сравнительно плавно, а затем резко снижается. Резкое падение усилия - одна из особенностей этих способов отрезки. Для определения максимального усилия разрезки можно пользоваться приближенными формулами Р = KyiyF; Р = 0,72pa3f, где Ку - коэффициент, зависящий от схемы отрезки и от скорости деформи- 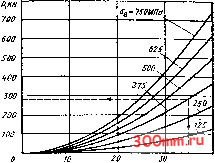 Рис. 13. Зависимость усилия не полиостью закрытой отрезки от диаметра прупа рования (табл. 8); Тр - удельное усилие отрезки; Ов - предел прочности; F - площадь поперечного сечения прутка. Усилие не полностью закрытой отрезки в автоматическом режиме можно определить по графику, проведенному на рис. 13. Усилие закрытой отрезки состоит из двух составляющих: усилия деформирования и усилия, необходимого для преодоления контактного трения, возникающего по плоскостям контакта заготовки и ножей и в направляющих ползуна штампа. Поэтому удельное усилие Трз (табл. 9) и усилие закрытой отрезки на 35-100 % больше, чем при не полностью закрытой отрезке. Распорное усилие Т действует со стороны ножей на пруток и отрезаемую от него заготовку. Такие же по значению, но противоположные по направлению силы действуют со стороны прутка и заготовки на ножи, стремясь раздвинуть их и увеличить осевой зазор между ножами. Распорное усилие при не полностью закрытой отрезке без поперечного зажима можно определить по формуле Г = (0,18-0,35) Р, а при отрезке с поперечным зажимом по формуле Т= (0,l-0,18) Р. Работа деформации при отрезке графически выражается площадью, ограниченной кривой и осью 10. Значения коэффициента к для различных способов разрезки прутков из сталей средней твердости
11. Температура нагрева сталей перед разрезкой для снижения усилия отрезки, °С
абсцисс на графике усилие - ход ножа ; А = kP,h, где X - коэффициент заполнения площади графика, зависящий от свойств металла, схемы и скорости отрезки (табл. \0); h - высота сечения прутка. Разрезка с нагревом. Нагрев проката перед разрезкой применяют в целях предотвращения образования дефектов, для снижения усилия разрезки или для повышения точности отрезаемых заготовок. Для предотвращения трещин при разрезке прутков, охлажденных в зимнее время на улице, их подвергают подогреву перед раз- резкой до температуры 50-7-200 °С. При подогреве также устраняются масляные пятна и ледяная корка. Среднеуглеродистые стали подогревают до 50 °С, высокоуглеродистые и низ-качегированные до 80 С в водяной ванне. Прутки больших сечений из легированных и высокоуглеродистых сталей проявляют склонность к образованию трещин во время разрезки как без нагрева, так и при небольшом подогреве, поэтому их приходится нагревать перед разрезкой до более высоких температур. Размеры поперечных сечений прутков из высокоуглеродистых и легированных сталей, перед разрезкой которых необходим нагрев до 400-i-500°C, приведены ниже. Ств, МПа ... 500 600 800 1000 d, не менее, мм 100 80 60 50 При разрезке в холодном состоянии прутков крупных сечений из высокоуглеродистых, легированных сталей и высокопрочных сплавов для уменьшения усилия отрезки и устранения динамического характера нагружения прокат перед разрезкой нагревают до температуры 450-600 °С (табл. И). Для повышения геометрической точности заготовок, разделяемых не полиостью открытой или не полностью закрытой отрезкой от проката из низкоуглеродистых сталей, применяют нагрев до температур зоны синеломкости. Так, нагрев прутков из стали 10 в интервале 100-н150°С и стали 20 в интервале 200-=-300°С обеспечивает существенное повышение точности заготовок. Повышению точности заготовок, отрезаемых от прутков из отожженной стали ШХ15, способствует нагрев до 500-600 °С. Прутки из быстрорежущей стали можно разрезать на бездефектные заготовки только с нагревом до 650- 750 °С. Для улучшения закрытой разрезки стальных прутков на короткие заготовки рекомендуется нагрев до 450- 700 °С. Разрезка с охлаждением. Для повышения качества не полностью открытой и не полностью закрытой отрезки некоторых металлов эффективно охлаждение прутков до криогенных температур. При этом уменьшается пла- стическая деформация, повышается геометрическая точность отрезаемых заготовок. Усилие отрезки при этом возрастает в 1,4-5-1,6 раза, а работа деформации убывает по сравнению с разрезкой без предварительного подогрева прутка в 2-7-3 раза. Оптимальные температуры охлаждения прутка для разрезки зависят от химического состава стали (возрастают с увеличением содержания углерода): Марка стали . . Температура, °С -170-Т- -180 не оказывает существенного влияния на качество заготовок при не полностью закрытой отрезке, но повышает его при не полностью открытой отрезке (см. табл. 3). При высокой скорости (более 40 м/с) благоприятное влияние оказывает сила инерции, прижимающая отрезаемую часть прутка к подвижному ножу и предотвращающая ее изгиб в процессе разрезки. Зависимость необходимой скорости отрезки 15 20 - 160 - 170 -155-г -165 Марка стали . . . 15ХГН2А Температура, °С -90-- -100 Охлаждение прутков до температуры -75 °С можно проводить углекислотой (сухой лед), а до температуры - 196 °С - жидким азотом. Наибольший эффект повышения точности заготовок при разрезке с предварительным охлаждением прутка отмечается у низкоуглеродистых сталей. Заметно повышается плоскостность торцов, снижается пластическая деформация приторцовых зон. Разрезка с охлаждением в производстве еще не применяется. Рациональное применение нагрева или охлаждения позволяет повысить качество отрезаемых заготовок, но оно усложняет и удорожает процесс разделения проката на заготовки. Поэтому разрезку с предварительным нагревом или охлаждением следует применять лишь в том случае, когда требуемое качество заготовки не может быть обеспечено другими более простыми способами разрезки. Разрезка с повышенной и высокой скоростью. Скорость деформирования значительно влияет на качество отрезаемых заготовок. При обычной разрезке на кривошипных машинах скорость деформирования не превышает 0,3 м/с. Увеличение скорости до 2ч--5 м/с существенно повышает геометрическую точность заготовок, отрезаемых от стальных прутков. Не полностью закрытую разрезку всех сталей с повышенной скоростью (более 2 м/с) надо вести без осевого и поперечного зазоров (см. табл. 3), что упрощает переналадку штампов и ножниц. Увеличение скорости свыше 6-10 м/с 18ХГТ 40Х А12 -80--90 -70-ь-80 -130Н- -140 от относительной длины заготовки показана на рис. 14. Применение повышенных и высоких скоростей благоприятно и при закрытой разрезке: уменьшается в 4-=--н10 раз необходимое удельное усилие осевого сжатия и, что особенно важно, не происходит схватывания металлов прутков и ножей. Скоростной закрытой разрезкой можно отрезать точные короткие заготовки от стальных прутков при удельных усилиях (0,3-f-0,4) а . Большой эффект улучшения качества заготовок дает повышенная скорость при разрезке проката из низко-
о г <f S i/d Рис. и. Зависимость скорости отрезки от отиосительиой длины заготовки при скоростной ие полиостью открытой отрезке (сталь 45)
углеродистой стали. На разрезку латуни ЛС59-1, титанового сплава 0Т4 увеличение скорости до 70 м/с не влияет. При не полностью закрытой разрезке стального прутка применение повышенной скорости обеспечивает более высокие показатели качества, чем другие условия (табл. 12). Использование повышенных (2- 5 м/с) и высоких (более 20 м/с) скоростей - основной и наиболее перспективный путь дальнейшего улучшения безотходной разрезки стального сортового проката в штампах и на ножницах. Внедрение скоростной разрезки в производство сдерживается отсутствием оборудования. 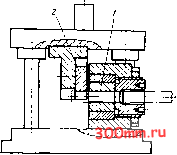 Рис. 15. Штамп для ие полностью открытой отрезки с пассивным поперечным зажимом Штампы для разрезки иа прессах. Разрезку стального проката диаметром до 60 мм на заготовки преимущественно проводят в отрезных штампах на кривошипных прессах. При выборе конструкции можно руководствоваться приведенной ниже классификацией отрезных штампов, в основе которой лежат следующие признаки: 1 - способ и схема отрезки, 2 - кинематика ножей, 3 - способ удаления заготовки, 4 - число одновременно отрезаемых заготовок, 5 - число выполняемых переходов. По способам и схемам отрезки штампы делят на три группы (табл. 13): для не полностью открытой отрезки; для не полиостью закрытой отрезки; для закрытой отрезки. Наиболее просты по конструкции и в эксплуатации штампы для не полностью открытой отрезки, однако получаемые заготовки, как правило, имеют значительные искажения формы, поэтому эти штампы применяют только в тех случаях, когда к точности заготовок не предъявляют высоких требований. Простейший штамп для не полностью открытой отрезки с пассивным поперечным зажимом прутка (см. табл. 13, тип 1.1) показан на рис. 15. Штамп имеет неподвижный нож-втулку / и открытый подвижный нож 2 в форме /по спГобГГГмаГГтГГки) классификационному признаку Для не полиостью открытой отрезки С пассивным поперечным зажимом С активным поперечным зажимом 1.1. С зажимом в неподвижном втулочном ноже Для не полиостью закрытой отрезки С пассивным поперечным зажимом 1.3. С зажимом в неподвижном разъемном ноже 1.5. С зажимом во втулочных ножах с активным поперечным зажимом 1.19. С зажимом в разъемных ножах 1.2. С зажимом в неподвижном втулочном ноже и осевым упором Для закрытой отрезки 1.13. С осевым сжатием в пределах упругости 1.4. С зажимом г неподвижном разъемном ноже н осевым упором 1.6. С зажимом во втулочном неподвижном ноже и на подвижной опоре 1.10. С зажимом редуцированием 1.14. С осадкой в ножах 1.7. С зажимом во втулочном ноже и на неподвижной опоре 1.11. С зажимом. Удаляемым в заданный момент отрезки 1.15. С высадкой, в подвижном ноже 1.8. С зажимом в ножах для устранения поперечного зазора 1.12. С зажимом, пропорциональным усилию отрезки 12. Влияние температуры и скорости отрезки иа показатели геометрической неточности заготовок, отрезаемых от прутка диаметром 30 мм из стали 10
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


