
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Автоматизация и механизация листовой штамповки 180 ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА И ЕГО РАЗДЕЛЕНИЕ umpimoe цмоявте 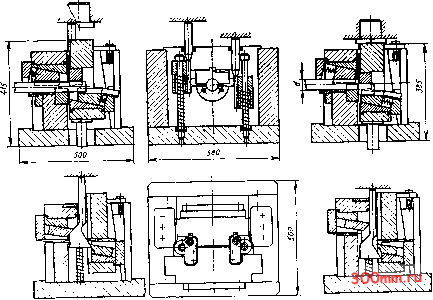 РИС. 16. штамп СШТ-18 для не полностью закрытой отрезки прутков из сталей средней и повышенной твердости пластины с полуцнлиндрической выемкой. Отрезка открытым ножом сопровождается изгибом отрезаемой части. Отрезанные заготовки имеют малую геометрическую точность. Торец заднего конца заготовки менее точен, чем переднего. Штампы типа 1.3 с активным поперечным зажимом прутка не обеспечивают существенного повышения гео- метрической точности заготовок, поскольку подвижный нож у них тоже открытого типа. Однако применение разъемного неподвижного ножа облегчает введение прутка. Штампы типов 1.2 и 1.4 отличаются от предыдущих тем, что в подвижном ноже имеется жесткий упор, к которому при подаче прижимают с небольшим усилием передний торец прутка. Это повышает геометрическую точность заготовок нз сталей средней и повышенной твердости и позволяет отрезать короткие заготовки {ild 0,6) с умиренными искажениями формы. Примь.чение этих штампов особенно эффективно при скорости отрезки Гд 2 м/с. Более высокую геометрическую точность заготовок обеспечивают штампы для не полностью закрытой отрезки, которые могут быть с пассивным или с активным поперечным зажимом. В штампах с пассивным поперечным зажимом пруток не имеет жесткой фиксации в ножах, поэтому точность отрезаемых в них заготовок ниже, чем в штампах с активным зажимом. Применяемые в штампе ножи втулочного типа просты н экономичны, допускают многократное использование путем их поворота прн затуплении режущей кромки. Точность заготовок, отрезаемых в этих штампах, зависит от точности размеров сечения прутка и твердости металла. Чем точнее прокат, тем меньше может быть поперечный зазор и тем выше точность отрезаемых заготовок. Штампы типов 1.3 и 1.7 отличаются тем, что в них применен открытый подвижный нож, что упрощает удаление отрезанной заготовки ( на провал ). Передний конец прутка опирается на подвижную (тип 1.6) или неподвижную (тип 1.7) опору. Эти штампы применяют для отрезки длинных заготовок {lli > 2). В штампах типа 1.7 известных как штампы с противогнбом , уровень опоры и ее расстояние от неподвижного ножа подбирают в зависимости от механических свойств разрезаемого металла и от требуемой длины заготовки. Недостатками штампов типа 1.5-1.7 является наличие поперечного зазора в ножах, снижающего точность отрезаемых заготовок. Штамп типа 1.8 отличается от предыдущих конструкций штампов данной группы тем, что в нем применены ножи-полувтулки, а поперечный зазор полностью устраняется с помощью специальных фиксирующих устройств. К штампам этого типа относится штампСШТ-18, разработанный в Стан-кине и внедренный в производство. Штамп обеспечивает отрезку точных заготовок длиной l/d 0,8 от прутков из среднеуглеродистых и легированных сталей с твердостью НВ 160-250, а также алюминиевых сплавов типа В95. В штампе (рис. 16) применены подпружиненные клиновые соединения, обеспечивающие выборку поперечною зазора между прутком и ножами, но не препятствующие отходу отрезанной заготовки от прутка (что предотвращает возникновение дефектов на торцах). Наибольшую точность отрезаемых заготовок обеспечивают штампы подгруппы для не полностью закрытой отрезки с активным поперечным зажимом. В них не только нет поперечною зазора, но пруток прижимается к ножам с заданным усилием, чем полностью устраняется смешение прутка относительно ножей и достигается уменьшение пластических деформаций. Штампы типа 1.9 с постоянным поперечным зажимом в разъемных ножах, осуществляемым механическими, гидравлическими или пневматическими устройствами, применимы в тех случаях, когда при разрезке отсутствует трение заднего торца заготовки о торец прутка, например, при наклонном расположении прутка в штампе. В штампах типа 1.10 обеспечивается равномерный поперечный зажнм прутка в неподвижном ноже, создаваемый в результате редуцирования. Благодаря редуцированию обеспечивается 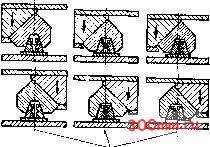 Осб штампа Рис. 17. Схема работы штампа для не полиостью закрытой отрезки с дифференцированным зажимом: о - исходное положение; б - пруток зажат; в - отрезка заготовки высокая точность заготовки по поперечному сечению и по объему. Штампы этого типа весьма перспективны, но не нашли пока применения в производстве. В штампах типов 1.11 и 1.12 устранен недостаток, присущий штампам типа 1.9. Поперечный зажим снимается после образования поверхности раздела, и заготовка может свободно отойти от прутка в осевом направлении, чем предотвращается трение и возникновение дефектов (задиров, пригаров) на торцах. Разница между типами 1.11 и 1.12 состоит в том, что в первом поперечный зажим постоянен в процессе отрезки и снимается мгновенно в момент образования поверхности среза, а во втором усилие поперечного зажима пропорционально усилию отрезки. Схема одной из конструкций штампов с поперечным зажимом прутка силой, пропорциональной усилию отрезки, приведена на рис. 17 (штамп с дифференцированным зажимом). Усилие поперечного зажима в этом штампе в любой момент отрезки составляет Q = (1,5-7-2,5) Р. Штамп обеспечивает разделение стальных прутков на точные заготовки длиной более 0,8 высоты сечений. Недостатком конструкции является большая потеря на трение в клиновых парах, в результате чего резко возрастает потребное усилие Рцр пресса, которое ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА И ЕГО РАЗДЕЛЕНИЕ РАЗДЕЛЕНИЕ МЕТАЛЛА НА ЗАГОТОВКИ 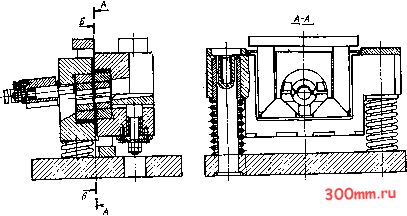 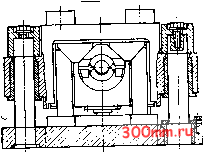 может быть определено по формуле 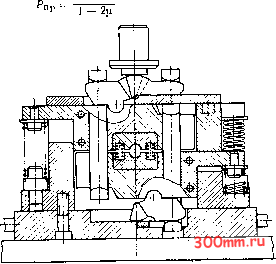 Рис. 18. Штамп для ие полностью закрытой отрезки с переменным активным поперечным зажимом прутка с помощью клиновых механизмов где Р - усилие отрезки; р, - коэффициент контактного трения в клиновых парах. На рис. 18 представлена другая (разработанная в ЭНИКМАШе) конструкция штампа с поперечным зажимом прутка силой, пропорциональной усилию отрезки, в которой тоже использованы клиновые механизмы. Преимуществом этой конструкции является отсутствие перемещения клиновых соединений под нагрузкой. В штампе предусмотрен наклон прутка. При разрезке в этом штампе прутков нз среднеуглеродистой или легированной стали обеспечивается хорошая точность заготовок (угол скоса торца не более Г, продольная утяжка до 0,4, отклонение от плоскостности торца не более 0,01). На рис. 19 приведен чертеж штампа того же типа с рычажными механизмами. Штампы для закрытой отрезки (с осевым сжатием прутка в зоне отрезки) предназначены для пачу-чения геометрически точных коротких заготовок Рис. 19. Штамп для не полностью закрытой отрезки с переменным активным поперечным зажимом прутка и отрезаемой части с помощью рычажных устройств (r/d = 0,2-0,8). В штампе типа 1.13 пруток подвергают осевому сжатию с напряжением, не превышающим предела упругости разрезаемого металла. Разрезка в таком штампе при обычных скоростях деформирования не обеспечивает получения точных коротких заготовок. При скоростях более 2 м/с в этом штампе можно отрезать точные короткие заготовки длиной lid > 0,3. В штампах типов 1.14 и 1.15 металл в зоне реза сжимают удельным усилием (2-5) 0. благодаря чему создается благоприятное напряженное состояние всестороннего неравномерного сжатия, что в принципе обеспечивает отрезку точных коротких заготовок ( d = 0,2-ь 1,0) при обычных скоростях деформирования. На рис. 20 приведена конструкция штампа типа 1.14 для закрытой отрезки точных заготовок от прутков из мягкого алюминия. В этом штампе усилие отрезки передается через рычаг 2 на ползун 4, несущий подвижный нож 3, и на подвижное устройство поперечного зажима /. При опускании ползуна пресса вначале происходит зажим прутка и его осевое смещение (при котором осуществляется осевое сжатие), а затем отрезка заготовки. Штамп пригоден для отрезки точных коротких заготовок от прутков из медн и мягкого алюминия. На рис. 21 представлена конструкция штампа-автомата типа 1.14 для закрытой отрезки точных коротких заготовок от алюминиевых прутков, разработанного в Станкине. Пруток / цанговым зажимным н подающим устройством 2 вводится в отверстие неподвижного ножа 5, имеющего заход-ной конус, и продвигается на величину подачи. При движении вниз плиты 6 регулируемый упор 7 перемешает клин 8, который через клиновую пол-зушку 4 сжимает отрезаемую часть прутка в замкнутой полости ножей. Необходимое значение осевого усилия достигается регулированием упора 7 относительно бойка 5. При дальнейшем движении ползуна пресса боек 5 перемещает подвижный нож 9 вниз, 11 происходит отрезка заготовки в условиях всестороннего сжатия металла в зоне реза. Удаление отрезанной заготовки происходит перемещением потзушки 4 от клина 10. При обратном ходе ползуна пресса подвижный нож 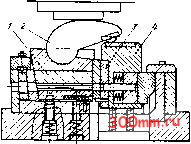 Рис. 20. Коиструктивиая схема штампа для закрытой отрезки коротких заготовок от алюминиевых прутков возвращается в исходное положение с помощью буферного устройства. Штампы для закрытой отрезки типа 1.15 отличаются от штампов типа 1.14 большей пластической деформацией отрезаемой части прутка. Конец прутка подвергается высадке в подвижном ноже осевым усилием, прикладываемым к переднему торцу. Штамп этого типа разработан в ЭНИКМАШе. Для разрезки стальных прутков на короткие заготовки штампы для закрытой разрезки применить пока не удается из-за того, что при высоких удельных усилиях осевого сжатия в процессе отрезки на поверхности контакта торца заготовки с режущими кромками ножа происходит схватывание металлов и на торце заготовки и на ножах быстро возникают задиры и пригары. По кинематике ножей отрезные штампы можно разделить на три группы (табл. 14): с поступательным переме- 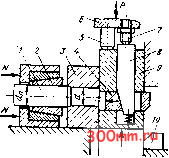 Рис. 21. Принципиальная схема штампа-автомата для закрытой отрезки точных коротких заготовок С поступательным перемещением ножей С вращательным перемещением ножей Со сложным перемещением ножей 2.1. С вертикальным перемещением одного ножа  2.2. С наклонным перемещением одного ножа  2.3. С горизонтальным односторонним перемещением одного ножа 2.4. С горизонтальным реверсивным перемещением одного ножа 2.7. С вращательным перемещением одного ножа в плоскости реза 2.10. С поворотом вокруг оси прутка и поступательным перемещением ножа 2.5. С горизонтальным перемещением обоих ножей 2.8. С вращательным перемещением обоих ножей в плоскости реза 2.6. С трех- и четырехсторонним перемещением одного ножа  2.9. С вращательным перемещением одного ножа в осевой плоскости  2.11. с вертикальным и горизонтальным (вдоль оси) перемещением ножа 2.12. С вертикальным перемеще нием с поворотом в осевой плоскости одного ножа щением ножей; с вращательным перемещением; со сложным движением ножей. Наиболее распространены штампы с поступательным перемещением ножей. Поступательное перемещение одного ножа чаще всего происходит в вертикальном направлении (см. табл. 14, тип 2.1). Во многих штампах этого типа пруток располагают с наклоном на угол а, для того чтобы поверхность среза была перпендикулярна оси прутка. Тот же эффект может быть достигнут прн горизонтальном расположении прутка, если нож перемещается наклонно, под углом а (тип 2.2). Штампы с горизонтальным перемещением одного ножа (тип 2.3) применяют обычно, если требуется уменьшить необходимое усилие пресса или закрытую высоту, что может быть достигнуто, например, применением клинового механизма. Штампы с реверсивным перемещением одного ножа (тип 2.4) могут быть двух исполнений. 1. Направление движения ножа изменяется иа противоположное за один ход ползуна при отрезке одной заготовки. Нож смещается сначала в одну сторону, внедряясь в пруток на глубину меньше ширины блестящего пояска, а затем в противоположную, до полного отделения. Заготовки имеют симметричные концы, без заусенцев. 2. Направление движения ножа изменяется при каждом последующем ходе ползуна, при отрезке каждой следующей заготовки (схема показана). Заготовки, отрезанные в таком штампе, имеют форму, благоприятную для последующей осадки. Преимуществом штампа типа 2.5 является суммирование скоростей обоих ножей, что может повысить точность заготовок, если их суммарная скорость превышает 1,5 м/с. В штампах типа 2.6 отрезка заготовки производится после предварительной над-резкн в двух-трех направлениях на глубину 0,3-0,5 ширины блестящего пояска. Заготовки имеют симметричную форму концов с утяжиной по периметру, без заусенца. Штампы этого типа еще не получили применения в производстве. Вращательное перемещение одного ножа (тип 2.7) или обоих (тип 2.8) ножей применяют в отрезных штампах с целью получения конструктивно простых устройств для активного поперечного зажима прутка или уменьшения необходимого усилия пресса. В штампе типа 2.9 обеспечивается переменный осевой зазор между ножами. Штампы со сложным движением ножей создают для достижения путем перемещения ножей по заданной траектории оптимального напряженно-деформированного состояния металла в зоне отрезки. Штамп типа 2.10 применяют для разрезки прутков квадратного профиля Штампы типов 2.11 и 2.12 еще не применяются в производстве. Класснфикация отрезных штампов по способу удаления заготовки приведена в табл. 15. Надежное и быстрое удаление отрезанной заготовки из штампа имеет важное значение для обеспечения устойчивой, безотказной работы штампа. Для удаления заготовки в известных штампах используется падение ее под действием собственной силы тяжести или выталкивание приложенным усилием. В табл. 15 представлена классификация отрезных штампов по числу одновременно отрезаемых заготовок и по числу выполняемых технологических переходов. По числу одновременно отрезаемых заготовок все штампы делят на две группы: для отрезки одной заготовки; для отрезки двух и более заготовок. Первые уступают вторым по производительности, но проще по конструкции и в эксплуатации. В связи с необходимостью обеспечения конкурентоспособности отрезки точных коротких заготовок в штампе с вырубкой нз листового полуфабриката разработка штампов для одновременной отрезки двух и более заготовок является актуальной задачей применительно к закрытой отрезке. Штампы для одновременной отрезки от прутка нескольких заготовок известны двух типов: 4.1 -для одновременной отрезки нескольких заготовок от одного прутка; 4.2 - для одновременной отрезки заготовок от двух и более прутков. Особенностью штампа типа 4.1 является различие в показателях качества первой и остальных заготовок. Л1ногопознциоиную разрезку (тип 4.1) рекомендуется применять при 14. Классификация отрезных штампов по второму классификационному признаку (по кинематике ножей)
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


