
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Автоматизация и механизация листовой штамповки 15. Классификация отрезных штампов по третьему, четвертому и пятому классификационным признакам 3. По способу удаления заготовки Со свободным падением заготовки С поворотом н падением заготовки С проталкиванием заготовки прутком  С выталкиванием заготовки в нижнем положении ползуна 4. По числу одновременно отрезаемых заготовок Для одной заготовки Для двух и более заготовок 4.1. От одного прутка  4.2. От двух и более прутков  5. По числу выполняемых переходов Для одного перехода Для двух и более переходов 5.1. Для высадки и отрезки 5.2. Для формовки и отрезки 5.3. Для отрезки и калибровки Для одного перехода Для двух и более переходов 5.4. Для надрезки и отрезки 5.5. Для редуцирования и отрезки 5.7. Для отрезки и выдавливания  5.8. Для отрезки, выдавливания и осадки  5.6. Для отрезки и осадки длине крайней заготовки более 1,2 высоты сечения и длине остальных заготовок не менее 0,6 высоты сечения. При использовании активного поперечного зажима можно уменьшить предельную длину крайней заготовки до 0,8 высоты сечения. Многопозиционной разрезкой можно одновременно отрезать заготовки разной длины. Штамп типа 4.2 не отличается по схеме отрезки от штампа для отрезки одной заготовки, представляя собой соединение двух таких штампов в одном. Штамп обеспечивает удвоенную производительность, но при этом возрастает потребное усилие пресса, увеличиваются габариты штампа и усложняется подача прутков. По числу выполняемых технологических переходов отрезные штампы можно разделить на две группы (табл. 15): штампы для одного перекода; штампы для двух и более перекодов. Штампы для двух переходов могут быть одно- или двухпозицион-ными. в однопозиционных оба перехода выполняются на одной рабочей позиции за один код ползуна пресса. а в двухпозиционных отрезанная заготовка перемещается на вторую позицию и второй переход выполняется в процессе одного хода ползуна или при следующем ходе. Штампы типов 5.1-5.3 применяют при закрытой отрезке коротких заготовок от алюминиевых прутков. В штампе типа 5.4 перед отрезкой производится надрезка. Надрезы, являющиеся концентраторами напряжений, способствуют спрямлению поверхности среза, предотвращают образование заусенца. В штампе типа 5.5 пруток при введении в неподвижный нож подвергается редуцированию, что повышает точность отрезаемых заготовок и позволяет применять менее точные прутки. В штампе 5.6 заготовки после не полностью закрытой отрезки подвергаются на второй позиции осадке - калибровке в закрытой матрице. В штампе типа 5.7 на второй позиции производится поперечное выдавливание. Могут быть получены короткие заготовки с фасками и наметками. ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА И ЕГО РАЗДЕЛЕНИЕ Ножи отрезных штампов и сортовых ножниц. При разрезке прутков круглого профиля на заготовки высокого качества необходимо применять для каждого размера сечения свой комплект ножей. Форма и размеры ножей должны быть максимально приближены к профилю разрезаемого проката. Для унификации ножей иногда используют ножи одного размера для разрезки прутков разных сечений, но при этом существенно снижается точность отрезаемых заготовок. По форме режущей части ножи разделяют на закрытые (очковые, втулочные) и открытые (разъемные, полувтулочные, плоские). По внешней форме ножи бывают призматические и цилиндрические. Для разрезки профилей сложной формы иногда применяют составные ножи. Типовые конструкции разъемных ножей приведены на рис. 22, 23. Ширина ножа В назначается из условия недопущения смятия от чрезмерного удельного усилия на поверхности контакта с прутком (табл. 16). Для обеспечения зажима прутка, с учетом колебания размеров сечения, между ножом и прижимом делают 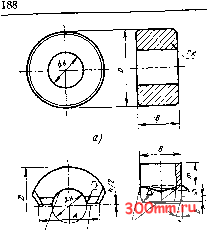 Ревущие fffffypx/zffcm разъема Рис. 22. Типовые конструкции ножей отрезных штампов а - втулочный: 6- полувтулочный В штампе типа 5.8 после отрезки и поперечного выдавливания заготовка калибруется закрытой осадкой. В этом штампе имеется подвижный в осевом направлении втулочный нож,  Рабочал ловерхност Ппосхостк О.) Базовая Плоскос/т рш(/ плоскос/т IMSU. кроики 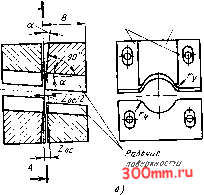 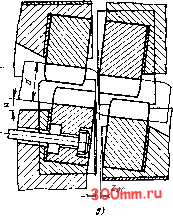 Рис 23. Отрезные ножи сортовых ножниц: v Г- полувтулочный; б - призматические; . - крепление ножей в ножницах РАЗДЕЛЕНИЕ МЕТАЛЛА НА ЗАГОТОВКИ зазор h. Обычно его принимают равным h = 0,06d. На режущей плоскости ножа делают фаски b под углом у, чтобы избежать задевания режущих кромок ножей друг за друга. При разрезке с наклоном прутка угол фаски равен углу наклона прутка. Прутки квадратного профиля можно )азрезать по стороне и по диагонали. Три разрезке по стороне ножи и прижим имеют простую плоскую форму рабочей поверхности, а штамп более универсален, но качество реза хуже. У открытых ножей-полувтулок для исключения заклинивания прутка н предупреждения образования продольных рисок на его боковой погсрхности скругляют боковые острые кромки по дуге радиуса Гу = 0,05d. Для повышения стойкости ножей рекомендуется скруглять режущие кромки по дуге радиуса / 0,005d. Рекомендуемые геометрические параметры ножей приведены в табл. 17. Габаритные размеры ножей сортовых ножниц должны соответствовать размерам ножевого пространства. В открытых ножах предусматривают перекрытие для избежания задевания верхнего ножа за нижний. В зависимости от диаметра сечения разрезаемого проката перекрытие делают от 16 до 40 мм. Согласно ГОСТ 25454-82 параметры шероховатости поверхностей, образующих режущую кромку ножа, и его опорных поверхностей не должны превышать Ra = 1,25 мкм. Для обеспечения стойкости ножи отрезных штампов должны быть изготовлены из инструментальной стали, хорошо воспринимающей ударную нагрузку с высокими удельными усилиями, и термически обработаны (табл. 18-20). Позирование заготовок по объему (массе). Для современных технологических процессов металлообработки нужны точные по объему (массе) заготовки. Так, например, заготовки для точной объемной штамповки должны иметь отклонение объема не более 1,5-2,5%. Объем V отрезаемой заготовки является функцией ее длины I и площади поперечного сечения F: V = IF. Площадь F сечения прутка непостоянна, так как имеют место отклонения размеров в пределах установ- 16. Рекомендуемые параметры полувтулочных ножей (см. рис. 22, 23 размеры, мм)
ленных допусков и искажение формы сечения. Длина / заготовки также колеблется вследствие неточности подачи прутка, поворота его вокруг оси, нестабильности процесса отрезки и т. д. Поэтому фактический объем отрезанной заготовки отличается от номинального значения на величину v = &.VF+ Vl = = \Fl-\- MF, где АК/г = Af/ - изменение объема, вызванное отклонением площади поперечного сечения AF; ДК/ = A/f - изменение объема, вызванное отклонением длины заготовки А/. Необходимая точность объема заготовок обеспечивается прн разрезке калиброванного проката. Однако калиброванный прокат значительно дороже горячекатаного, выпуск его лимитирован мощностями металлургического производства, а диаметр сечения не превышает 100 мм. При разрезке проката круглого профиля обычной точностн немерность заготовок по объему от колебания только диаметра прутка может достигать 5-6 % при больших и средних диаметрах и 13- 17 % прн малых диаметрах сечений. Обеспечить повышение стабильности объема заготовок можно применением редуцирования прутка перед разрезкой или использованием дозированной отрезки. Редуцирование может выполняться как отдельная операция нли в отрезном штампе как технологический переход, предшествующий отрезке (см. табл. 15, тип 5.5). 17. Рекомендуемые параметры ножей (формулы для расчета)
18. Относительная глубина внедрения ножа при максимальном усилии отрезки
Для дозированной отрезки необходимо применять специальные устройства - дозаторы. С помощью дозатора измеряют перед разрезкой размеры сечения, объем или массу единицы длины прутка. По результатам измерений определяют длину / отрезаемой заготовки и соответственно корректируют положение упора штампа (ножниц) или шаг подачи прутка. В табл. 21 приведена классификация 20. Стали для ножей отрезных штампов и сортовых ножниц (разрезка с нагревом)
принципиально возможных способов и схем измерения прутка, которые могут быть применены в дозирующих устройствах. В разработанных и используемых дозаторах применяют в основном схему VI, реже схемы IV, V. 19. Стали для ножей отрезных штампов и сортовых ножниц (хо.тоднаи разрезка)
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


