
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Автоматизация и механизация листовой штамповки 21. Способы измерения прутка в дозирующих устройствах Измеряемый параметр Диаметр сечения прутка в двух или более плоскостях Периметр сечения прутка Площадь боковой поверхности единицы длины прутка Площадь поперечного сечения прутка Схема измерения Возможные способы измерения Контактный, фотоэлектрический, пневматический, ультразвуковой, радиоизотопный Контактный с обкаткой поперечного сечения измерительным роликом Бесконтактный с использованием токов высокой частоты Индукционный, проекционный, радиоизотопный Особенности способа Искажения формы сечения и местные неровности на поверхности прутка снижают точность измерения Масса отрезанной заготовки ,-FFb. Взвешивание первой отрезанной заготовки Невозможно дозирование первой заготовки, отре заемой от каж дого прутка Масса прутка Объем единицы длины прутка  Взвешивание прутка перед разрезкой Обеспечивает вы сокую точность дозирования Измерение объема единицы длины прутка гидравлическим датчиком Обеспечивает высокую точность дозирования, но непригоден для горячих прутков 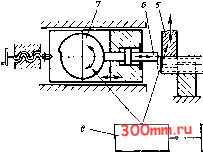 3 Z 1 Рис. 24. Схема отрезки с дозированием На рис. 24 приведена схема отрезки с дозированием по результатам измерения сечения прутка бесконтактным индукционным датчиком. Пруток / при подаче к ножам проходит через измерительную головку 3, перед вхо- . дом в которую установлен фотодатчик 2. Перемещаясь, пруток прерывает световой поток фотодатчика. Подается команда на вращение измерителя пути прутка. Второй фотодатчик 4 включает измеритель поперечного сечения. От фотодатчиков и измерительной головки сигналы поступают в электронное устройство 9, в котором вырабатываются данные для системы управления 8. Из системы управления поступает команда на привод кулачка 7, который, вращаясь, корректирует положение упора 6. Пруток, касаясь упора, замыкает контакты, подающие команду на отрезку заготовки ножами 5. Устройство обеспечивает точность объема заготовки (отклонение не более ±2 %). Массовый рефлексный метод (см. табл. 21 схема V) дозирования основан на взвешивании первой отрезанной от прутка заготовки. Длину первой заготовки определяют расчетным путем. Заготовку отрезают, взвешивают, по ее фактической массе вычисляют длину точной заготовки и соответственно корректируют положение упора. Этот метод обеспечивает высокую точность дозирования, но первая заготовка получается немерной. Кроме того, процесс дозирования не совмещен по времени с отрезкой, что снижает производительность метода. Универсальными и удобными в экс- , плуатации являются устройства, в ос- 7 п/р Е. И. Семенова нове которых лежит определение массы единицы длины прутка его взвешиванием (табл. 21 схема VI). Пруток располагают на нескольких опорах,и по реакции опор счетно-решающий блок вычисляет длину отрезаемой заготовки и подает соответствующую команду на корректировку упора. Устройство пригодно для прутков любого профиля при разрезке в холодном и горячем состоянии. Возможно сочетание этого метода дозирования с оптимизацией раскроя. В этом случае вычислительное устройство выбирает оптимальный вариант раскроя взвешенной штангн на заготовки заданной длины и подает команду на соответствующую корректировку упора. Применение дозирующих устройств позволяет отрезать точные по объему (массе) заготовки с отклонением 1,5-3% не только из горячекатаных прутков, но и из подката, что обеспечивает снижение стоимости исходного металла на 15- 20 %. Ножницы. Механизация и автоматизация разрезки. Сортовой прокат разрезают путем сдвига на заготовки в штампах на кривошипных прессах или ножницах. Применяют сортовые и комбинированные ножницы. В основе конструкции современных ножниц заложена схема не полностью закрытой отрезки с активным поперечным зажимом (см. табл. 3) и наклоном прутка на угол 4°. Выпускаемые станкостроительной промышленностью сортовые ножницы новых моделей (серии Н1300 и Н1800) имеют жесткую станину закрытого типа и дифференцированный поперечный зажим прутка и отрезаемой части. Ножницы снабжены упором. 22. Ножницы сортовые для разрезки сортового и фасонного проката
24. Комплексы оворудоваиия для разрезки круглого и квадратного проката на базе кривошипных ножниц 23. Ножницы сортовые кривошипные закрытые для разрезки сортового проката на заготовки машиностроительного назначения
точно устанавливаемым на заданную длину с пульта управления. На ножницах возможна одно- и двухручьевая разрезка. Технические характеристики ножниц приведены в табл. 22-24. Достижимые показатели геометрической неточности заготовок при разрезке сортового проката на ножницах приведены в табл. 25. Весьма перспективным для совершенствования безотходной разрезки сортового проката на точные заготовки является применение скоростных машин. В Харьковском авиационном институте ведутся работы по созданию машин для скоростной разрезки прутков. Созданы машины типа МИР-ЮОХ, ВСМП, ПМН-2 для холодной скоростной разрезки проката (табл. 26). В ГДР изготовлена механизированная линия PXS 125 с механическим прессом для холодной разрезки стальных прутков круглого профиля иа точные короткие заготовки при повышенных скоростях, В линии имеется устройство для заправки концов прутка, автоматической отбраковки немерных концов, счета отрезанных заготовок. Стальные заготовки с относительной длиной Hd = 0,2-0,8, отрезанные на этой линии, имеют ровные параллельные торцы. Основные технические данные линии Номинальное усилие, кН 1250 Скорость отрезки, м/с. . .2 Число ходов ползуна в минуту ...........30-60 Диаметр сечения разрезаемых прутков, мм.....15-60 Наименьшая длина заготовок ...........0,2 диаметра В ВНР разработана и изготовляется машина (типа UD) для разрезки стальных прутков диаметром 6-36 мм на 25. Относительные показатели неточности геометрической формы заготовок, отрезанных на сортовых ножницах для точной разрезки (см. табл. 23) Утяжка Сталь; 15 45 40Х 40ХС 3X13 12ХНЗА 40ХН 65Г Р18 Титановые сплавы: ВТ9 ВТ14 2,0 0,6 0,7 1,0 0,5 0,5 0,2 0,3 0,2 0,6 0,60 0,27 0,50 0,24 0,60 0,45 0,27 0,31 0,28 0,090 0,045 0,050 0,020 0,070 0,040 0,030 0,044 0,034 0,02 0,012 0,008 0,01 0,01 0,01 0,003 0,009 0,022 0,24 0,27 0,017 0,017 0,014 0,011 26. Машины для импульсной холодной разрезки проката, разработанные в ХАИ
точные заготовки при повышенных скоростях. Для автоматизации разрезки .сортового проката на точные по форме и объему заготовки применяют комплексы, в состав которых включают по мере необходимости следующее оборудование и устройства: стеллаж для прутков; устройство, автоматически отделяющее очередной пруток от пачки; направляющее устройство для продвижения прутка в зону отрезки; сортовые иожиицы (или пресс со штампом); дозирующее устройство; корректируемый упор или устройство для шаговой подачи; механизм удаления и сортировки немерных концов (переднего и заднего); транспортное устройство для Удаления заготовок; счетчик отрезанных заготовок; шумо-защитиый кожух (иногда). При необходимости комплекс содержит также нагревательное устройство, механизм подачи и выдачи прутка. Некоторые зарубежные комплексы имеют устройство для выравнивания формы концов прутков. Современные автоматизированные комплексы для разрезки прутков оснащают электронным устройством, которое управляет работой всех механизмов и отключает установку, когда отрезано нужное число заготовок. Для укладки и отделения очередного прутка применяют автоматизированные стеллажи различных типов: с пневматическим ворошителем, с отсекателями, с регулируемой щелью и другие. Существует два типа устройств для отделения немерных (концевых) заготовок: удаляющие и предупреждающие. Последние устанавливают наличие стыка между прутками и подают сигнал для срабатывания механизма автоматического удаления не-мериой заготовки. В основе предупреждающих устройств могут быть электронный, пневматический, индуктивный, радиоизотопный и другие способы обнаружения стыка прутков. К комплексам предъявляют различные требования в зависимости от характера производства. При массовом и Крупносерийном производстве необходима высокая автоматизация и механизация. При рациональной организации комплексом управляют один-два оператора (один у нагревателя, второй у пульта управления). Предприятия Ми иста и коп рома изготовляют на базе сортовых ножниц серий Н1300, Н1500, Н1800 комплексы для точной разрезки проката разных размеров (см. табл. 24), Комплекс АКН 1830В-1, например, предназначен для холодной разрезки в одном нли двух ручьях круглого, квадратного и полосового проката из конструкционных, пружинных, инструментальных и других специальных сталей. В состав комплекса входят кривошипные ножницы Н 1830 В и механизированный стеллаж модели СМ9. Отрезка производится с наклоном н дифференцированным зажимом прутка. Комплекс обеспечивает разрезку в автоматическом режиме в одном нз трех ручьев или одновременно в двух крайних. Концевые остатки отсортировываются. Основные технические данные комплекса АКН 1830 В-1 приведены ниже. Номинальное усилие отрезки, кН .........1000 Наибольший диаметр разрезаемого проката при = = 600 МПа, мм: в центральном ручье . . 56 в крайних ручьях ... 38 Длина отрезаемых заготовок, мм; наибольшая.......630 наименьшая ......45 Производительность прн отрезке заготовок длиной , 60 мм, шт/мии: в одном ручье ..... 30 в двух ручьях.....55 Суммарная мощность электродвигателей, кВт .... 22,8 Габаритные размеры, м . . 8,7Х ХЗ,7ХЗ Масса комплекса, т ... 20 На рис. 25 показана схема комплекса, в состав которого входят механизированный стеллаж /, газовая печь 2, автоматизированный роликовый конвейер 3 с механизмом перекладки по ручьям и досылателем отрезаемых концов прутков, ножницы 4 с механизмом отбраковки немерных концов, устройством механизированной смены ножей и счетчиком заготовок. Применение современных комплексов с отрезными штампами или сортовыми ножницами для разделки сор- 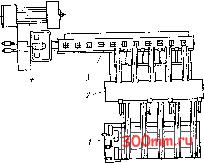 Рис. 25. Автоматизированный комплекс для разрезки проката на базе сортовых ножниц усилием 10 ООО кН тового проката обеспечивает получение без отходов заготовок высокого качества, хорошей точности по объему при высокой производительности и автоматизации производства. НИИТМом (Ростов-на-Дону) разработаны типовые комплексы средств механизации разрезки сортового и профильного проката в штампах, на кривошипных прессах и на сортовых ножницах. Комплексы средств механизации разрезки проката в штампах (модели 70-377-0-0, 70-391-0-0, 70-407-0-0) базируются на кривошипных прессах К 2132А, К 2132 и предназначены для разрезки прутков с сечением диаметром 25-50 мм. Комплекс состоит из стеллажа поштучной выдачи, пневматического питателя, роликового механизма подачи, кривошипного пресса со штампом и разгрузочного устройства. Комплексы средств механизации разрезки проката на сортовых ножницах (модели 70-356-0-0--70-397-0-0) базируются на сортовых ножницах Н 1038, Н 1534, Н 1538 и предназначены для разрезки прутков с сечением диаметром 25-130 мм. Комплексы 70-395-0-0-ь 70-397-0-0 предназначены для разрезки с подогревом. Комплекс состоит из стеллажа, выполняющего роль бункера, с механизмом поштучной выдачи материала иа приводной роликовый конвейер и ножниц кривошипных закрытых с приводным роликовым конвейером и лотком для сбора заготовок. В состав комплексов 70-395-0-0-н 70-397-0-0 входят также нагревательная печь и конвейер выдачи заготовок.
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


