
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Автоматизация и механизация листовой штамповки 11J0 1130 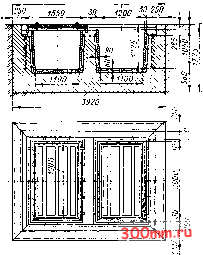 Рис. 5. Конструкция неотапливаемого колодца для о)Слаждення заготовок после ковки и прокатки 4. УГАР И ОБЕЗУГЛЕРОЖИВАНИЕ СТАЛИ ПРИ НАГРЕВЕ При нагреве стали в пламенных печах, когда сжигание топлива происходит с коэффициентом расхода воздуха а > 1, продукты горения содержат СО2, HjO, О2, N2 и незначительное количество СО, Hj и SO2 (если в топливе имеется сера). В условиях высоких температур (выше 700- 800 °С) окисляюшими являются не только О2, но и СО2, H2O и особенно SO2, а СО и H2 являются восстановителями. CO2/CS 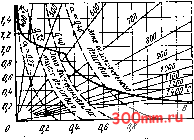 Рис. 6. Диаграмма равновесия системы атмосфера печи - нагреваемый металл (сталь) ; АВ - пограничная линия 12. Поверхиостиый угар при иагреве крупных стальных слитков перед ковкой в зависимости от продолжительности нагрева
13. Угар при иагреве стальных слитков и заготовок в методических печах в зависимости от продолжительности нагрева
Примечание. В числителе приведены параметры при одностороннем нагреве, в знаменателе при двустороннем При горении с более или менее значительным избытком воздуха окисление идет быстрее, чем обезуглероживание, и после удаления окисленного слоя на поверхиости поковки не будет обезуглероженного слоя. Если в печи создана атмосфера, слабо окисляющая железо, то под слоем окалины образуется обезуглероженный слой (при нагреве средне- и высокоуглеродистых сталей). Газы, содержащиеся в печной атмосфере, взаимодействуют с углеродом, , находящимся в стали в виде карбида железа, по следующим реакциям: 2РезС -t- О2 = 6Fe + 2СО; РеэС+ СО2 = ЗРе-Ь 2С0; РезС + Н2О = ЗРе + СО -t- Щ\ резС -Ь 2На = ЗРе -Ь СН. Из этих реакций видно, что обезуглероживающими газами являются кислород, двуокись углерода, водяные пары и водород, а науглероживающими - окись углерода и метан. Количественные показатели потерь железа от окисления (угара) следующие: 1) угар по массе (%) - количество металла, окисленного при нагреве, от первоначальной массы; 2) поверхностный угар (г/см) - количество окисленного металла, отнесенное к поверхности нагреваемого слитка или заготовки; 3) скорость окисления - отношение поверхностного угара ко времени нагрева [г/(см-ч)]; 4) толщина окалины (см); связана с поверхностным угаром выражением S = a/(pcpFe), где а - поверхностный угар; р - плотность окалины; р = 3,9+4,0 г/см; Ф - среднее содержание железа в окалине, фре = 0,715+0,765 %. На угар металла в печах оказывают влияние следующие факторы: состав газовой атмосферы - соотношение СО2/СО и Н2О/Н2 (рис. 6); температура и продолжительность нагрева, соотношение между площадью поверхности и массой, а также химический состав нагреваемого металла. Для стали при температурах ниже 600-650°С окисление практнческого-значения ие имеет, хотя светлая по- 14. Потери металла от угара (%) врв нагреве стальных заготовок и слитков под ковку и штамповку в пламенных печах (печи методические, полуметодические и камерные; загрузка и выгрузка по одной заготовке)
верхность темнеет. С повышением температуры угар резко возрастает. Если при температуре 900 °С интенсивность образования окалины принять за единицу, то при нагреве до 1100°С она увеличивается в 3 раза, а при иагреве до 1300 °С в 7 раз. Совместная зависимость поверхностного угара от температуры (при 600- 1150°С) и времени для среднеуглеродистой стали выражается уравнением 9000 а = 6,ЗКте где т-время, мин; t-температура,°С. Влияние на угар времени нагрева для слитков н заготовок приведено в табл. 12 и 13. Влияние формы иа- 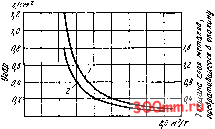 15. Влияние иа угар продолжительности и способа нагрева до 1200 °С стальных заготовок (d = 50 мм) 1,в 2,0 3,0 4,0 1,0 6,0 7,0 Рис. 7. Зависимость поверхностного угара и толщины слоя металла, превратившегося в окалину, от отношения площади поверхности слнтка к его массе: /- поверхностный угар; 2 - толщина окисленного слоя металла греваемого тела, характеризуемое отношением плош,ади его поверхности к массе, на поверхностный угар я толщину окисленного слоя металла показано иа рис. 7. Ориентировочные значения угара для среднеуглеродистых сталей приведены в табл. 14. С увеличением содержания углерода скорость окисления понижается, а с уменьшением - возрастает. Легирующие примеси (А1, Сг, Si, Мо, Со и др:) значительно снижают скорость окисления. Никель в составе стали не окисляется, но способствует окислению железа. Никелевые стали обычно окисляются сильнее, чем углеродистые, однако в присутствии хрома и других элементов никель повышает сопротивляемость стали окислению. 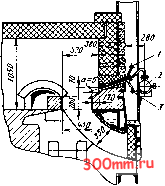
Рис. 8. Схема образования защитного слоя методической печи с торцовой выдачей: / - отвод воды; 7 - подвод защитного газа; 3 - подвод воды Борьба с окислением стали при нагреве. Уменьшение окисления металла при нагреве достигается сокращением продолжительности нагрева (табл. 15), применением защитного слоя газа на поду печи (рис. 8), что позволяет уменьшить угар в 1,5-2,0 раза. Полную или почти полную ликвидацию угара можно достичь следующими способами: нагревом металла в специальных контролируемых атмосферах; нагревом в продуктах неполного горения газообразного топлива - в печах так называемого малоокислительного или безокислительного нагрева; в расплавленных солях или расплавленном стекле и применением специальных обмазок. Борьба с обезуглероживанием заключается также в ускорении нагрева, применении специальных контролируемых атмосфер, в нагреве в расплавленных средах и нанесении защитных покрытий. Нагрев стальных заготовок под обработку давлением в муфельных печах используется очень редко (для заготовок небольших размеров), что связано с недостаточно высокой стойкостью муфелей. Значительно чаще используют нагрев заготовок в продуктах неполного сгорания газообразного топлива. На рис. 9 показана зависимость поверхностного угара от коэффициента расхода воздуха в печи, отапливаемой коксовым газом. На рис. 10 приведена конструкция камерной печи с карборундовым сводом для безокислительиого нагрева. Применяют также печи с аэродинамическим разделением камер неполного горения и дожигания продуктов горения. Для получения в рабочей камере таких печей достаточно высокой температуры (1250-1300°С) для нагрева стали под ковку и штамповку, необходимо воздух подогревать до 800- 1000 °С, а если возможно, то подогревать и газообразное топливо или обогащать первичный воздух кислородом. Нагрев заготовок под ковку и штамповку в расплавленных солях и стекле позволяет полиостью или почти полностью ликвидировать окисление и обезуглероживание при нагреве. В качестве нагревающей среды применяют обычно смесь солей BaClj и NaCl в соотношении (30-70) % BaClg и (70-30) % NaCl. Расплавленное стекло растворяет окалину, имеющуюся на поверхности заготовки, и становится более вязким, поэтому в расплавленном стекле следует нагревать стальные заготовки, очищенные от окалины. При этом расплавленное стекло обеспечивает смазывание штампов при штамповке. В целях защиты металла от окисления и обезуглероживания применяют также нагрев с применением защитных покрытий и обмазок. Для приготовления обмазок используют смесь двух. Трех и более марок стекол й стекловидных шлаков, к которым добавляют до 30 % тонкомолотого оконного стекла, а кг/ 3,2 2,6 0,3 0,t 0,5 0,6 0,7 0,6 0,9 а Рис. 9. Зависимость поверхностного угара от коэффициента расхода воздуха а при нагреве стальных заготовок до температуры ковки в печи, отапливаемой коксовым газом также небольшое количество сульфатного щелока и огнеупорной глины, которые обеспечивают хорошее прилипание обмазки к поверхности холодного металла. Другой состав обмазки: 20-30 % алюминиевого порошка АПВ и 70-80 % этилсиликата. Обмазки наносят на поверхность нагреваемых слитков и заготовок кистью или оку-, нанием. mpyffy I Воздух Ojtff с1(/тигания  холодный. дозд(/л Гctpxvuu горел/й t700° (а=о,д-0,6) Рис. 10. Малая рекуперативная печь для безокислительиого нагрева заготовок открытым пламенем: 1 - нижняя рабочая камера; 2 - карборундовый свод; 3 - камера дожигания; 4 - жароупорный рекуператор Глава ПЛАМЕННЫЕ ПЕЧИ ДЛЯ НАГРЕВА ПОД КОВКУ и ШТАМПОВКУ Пламенные печн широко используют в кузнечно-штамповочном производстве. По способу загрузки их разделяют на печн с периодической и непрерывной загрузкой. Печи с непрерывной загрузкой обеспечивают определенный режим производства, более высокую производительность н лучшее использование топлива (более высокий КПД). Прн мелкосерийном и единичном производстве (крупные поковки) применяют камерные печи с периодической загрузкой. В крупносерийном н массовом производстве, когда за определенным агрегатом (молотом, прессом, ковочной машиной) закреплено небольшое количество однотипных заготовок, широко используют автоматизированные печи с непрерывной загрузкой. По технологическому назначению пламенные печи, используемые в кузнечно-штамповочном производстве, можно также разделить на печи для нагрева под ковку и первичную термообработку и на печи для нагрева под объемную штамповку. Пламенные печи для нагрева под ковку и первичную термообработку Типы печей, применяемых для нагрева заготовок под ковку поковок и первичную термообработку, а также условия их применения приведены в табл. 1. Пламенные печи для нагрева под объемную штамповку Типы пламенных печей для нагрева проката перед резкой на заготовки и заготовок под штамповку приведены в табл. 2. Производительность и размеры пода печей. Приняты следующие обозначения: G - производительность печн, кг/ч; g - масса нагреваемого слнтка нли заготовки, кг; Л = Gig - производительность печи, шт/ч; т - продолжительность нагрева слнтка нли заготовки, ч; / - площадь проекции одного слнтка или заготовки на под, м; мет / - площадь пода (м), занятая металлом, где п - число слитков или заготовок, находящихся одновременно в печн; К = /мет Рпопя - коэффициент загрузки пода (для камерных печей с периодической загрузкой К - = 0,35+0,5; для печей с непрерывной загрузкой К = 0,6+0,85); X = О/f рода - напряженность (удельная производительность) пода печн, кг(м ч). Число п слитков или заготовок, которые должны одновременно находиться в печи, для получения производительности Л: п = N%= - т. Площадь пода печи, м р мет я/ G f пода - д. - 1 - g к Производительность (кг/ч) печн НАГРЕВ ПОД ОБЪЕМНУЮ ШТАМПОВКУ J. Типы пламенных печей для нагрева под ковку и первичную термообработку, а также область их применения
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


