
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Автоматизация и механизация листовой штамповки 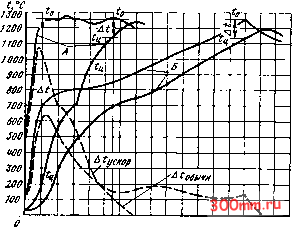 Рис. 4. Зависимость температуры от времени иагрева заготовок: А - при ускоренном нагреве; Б - прн обычном нагре- ускор Добычн-пературные перепады между поверхностью и центром заготовки соответственно при ускоренном и обычном нагреве Zffff Для сквозного нагрева стальных заготовок различного диаметра рекомендуется применять следующию частоты. SOS г, с При окончательном выборе высокочастотного преобразователя для сквозного индукционного нагрева заготовок определенной номенклатуры пред- Частота тока индуктора, Гц...... Диаметр нагреваемой заготовки, мм ... . 500 1000 2500 4000 8000 66-10 и более 90-180 60-120 40-80 30-60 20-40 20 и менее 3. Предельные диаметры заготовок при индукционном нагреве на промышленной частоте
почтение следует отдавать минимально допустимым частотам. Предельные диаметры заготовок из различных материалов в случае применения промышленной частоты 50 Гц приведены в табл. 3. В процессе нагрева температуры металла (рис. 4) на поверхности (о) и в центре заготовки (ц) изменяются во времени (т) по различным функциональным зависимостям [(о (г) и ц())1; разность Д/ определяет степень неравномерности распределения температуры по сечению в момент окончания нагрева заготовки. При этом перепад температур ht в 100-150 °С является практически допустимым для большинства сталей, а в 80-150 °С - для алюминия и его сплавов. За время передачи нагретой заготовки к кузнечной машине (2-3 с) эта разность температур существенно уменьшается. Так как при индукционном нагреве превращение электрической энергии в тепловую в основном происходит в поверхностном слое заготовки, то остальная ее часть нагревается за счет теплопроводности. Поэтому равномер- 4. Время нагрева (с) до 1250 °С стальных цилиндрических заготовок током стандартных частот
ное распределение температуры по сечению для данной частоты тока можно получить только при определенной продолжительности нагрева. На общую продолжительность нагрева заготовки существенно влияет характер изменения во времени температуры поверхности нагреваемого металла. В практике сквозного электроыагрева под ковку и штамповку применяются ускоренные нли обычные режимы нагрева заготовок (см. рис. 4). При ускоренном режиме нагрева температура поверхности быстро достигает конечного значения и в дальнейшем поддерживается на этом уровне. В начале нагрева температура в центре заготовки значительно ниже температуры ее поверхности. Между поверхностью и центром создается большой перепад температур, за счет которого теплота от поверхности быстро проникает к центру. В процессе обычного нагрева температура поверхности заготовки возрастает медленно, но с такой сред!:г1 скоростью, при которой в момент isr стижения заданной температуры нагрева между поверхностью и центром устанавливается допустимый температурный перепад 100-150°С. Общая продолжительность обычного нагрева в 2,5-3 раза больше, чем ускоренного. Дальнейшее увеличение продолжительности нагрева связано с ростом потерь теплоты и нецелесообразно из экономических соображений. Выбор времени нагрева. Ввиду сложности точного аналитического расчета, связывающего нестационарный процесс теплообмена с существенно нелинейными характеристиками нагреваемых заготовок, на практике время нагрева заготовки из определенного материала и заданного диаметра при использовании тока той или иной частоты обычно определяют по таблицам или графикам, которые составлены по опытным данным для широкой номенклатуры заготовок и частот. В табл. 4 приведены значения времени нагрева заготовок из углеродистой конструкционной стали различного диаметра токами стандартных ча- 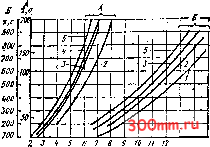 13 2г, мм Рис. 5. Время нагрева заготовок при частоте Гц: i - 500; 2 - 1000; 3 - 8600; 4 4000; 5 -10 ООО стот при обычном и ускоренном режимах нагрева *. Обычный режим нагрева, как правило, осуществляется при удельной мощности, близкой к постоянной, в Индукторах, витки которых равномерно распределены по всей длине. Главное преимущество обычного режима нагрева в простоте индуктора и в возможности использования его для нагрева заготовок, близких по диаметру, но отличающихся по длине. Ускоренный нагрев применяется, как правило, для заготовок одинаковой длины и требует переменной удельной мощности, передаваемой заготовке в течение всего цикла нагрева. Для этого * в литературе иногда называют режимом с постоянной температурой поверхности (ПТП). 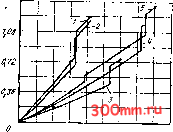 гоо т ООО S00 woo то то t, °с Рис. 6. Зависимость удельного количества теплоты металлов от температуры: 1 - алюминий; г - магинй; 3 медь} 4 никель; 5 - сталь применяются индукторы усложненной конструкции с неравномерной плот ностью витков по длине. Главным преимуществом устройств для ускоренного режима нагрева является меньшая длина индуктора при одной и той же производительности процессса в сравнении с длиной индуктора для обычного режима нагрева. На рис. 5 приведены графики продолжительности обычного иагрева до 1250 °С стальных заготовок разных диаметров (перепад температур между поверхностью и центром в конце нагрева t = 100 °С). Для квадратных заготовок со стороной а принимают аквивалентиый диаметр 2/?= 1,14а. Графики на рис. 5 дополняют табл. 5 по определению продолжительности нагрева заготовок для промежуточных значений их диаметров. Мощность индукционного нагревателя. При выборе источника питания (преобразователя частоты) и силового электротехнического оборудования индукционной технологической установки необходимо знать мощность нагревателя. Исходными данными для расчета являются; диаметр нагреваемой заготовки, необходимая производительность (кг/ч) и температура нагрева (°С). Мощность (кВт), выделяемая в нагреваемой заготовке, Ря = ctG 3,6-10 где t - температура иагрева, °С; с - удельная теплоемкость нагреваемого металла, Дж/(кг-°С); G - необходимая производительность, кг/ч. Полезную мощность (кВт) можно также определить с помощью кривых удельного количества теплоты l, показанных иа рис. 6, и заданной производительности по формуле Рз = / 00,3 10-е, где ?о - удельное количество теплоты, Дж/кг; G - производительность, кг/ч. Полезная Рц мощность индукционного нагревателя должна всегда превышать полезную мощность Рд, выделяемую в нагреваемой заготовке, на величину тепловых и электрических потерь, которые учитываются общим коэффициентом полезного действия {ц = 0,5-5-0,6): Рц = РА- 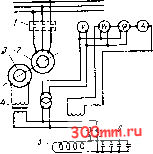 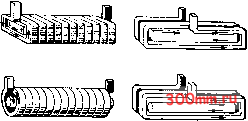 РИС. 7. Принципиальная схема индукционной нагревательной установки: А, V, W, Ф - измерительные приборы  При использовании индукционного нагрева в конкретном технологическом процессе возникает необходимость в определении длины индуктора. Для этого вначале, зиая диаметр нагреваемой заготовки, по табл. 6 или графику на рис. 5 находят время иагрева X (с) и вычисляют массу 1 м длины заготовки L (кг/м). Затем по заданной производительности G (кг/ч) находят среднюю скорость (м/с) перемещения заготовки внутри индуктора G ~ L3600 Длина индуктора (м) = Для нагрева стальных заготовок диаметром 60 мм и более под ковку и штамповку экономически целесообразно использовать комбинированный индукционный нагрев на двух частотах: до 770 °С (несколько выше то- Рнс. 8. Нагрев прямоугольных, круглых и квадратных заготовок (стрелками показано мгновенное направление тока в индуктирующем проводе и нагреваемых заготовках) Рнс. 9. Индуктор для сквозного нагрева цилиндрических заготовок чки Кюри) - частоту 50 Гц, а в диапазоне 770-1250 °С - частоту 1000 или 2500 Гц. Индукционная нагревательная установка (рис. 7). Она работает следующим образом. Трехфазный электродвигатель 2, подключаемый к сети 50 Гц контактором /, приводит во вращение генератор - преобразователь частоты 3, к которому через согласующий силовой трансформатор 4 подключен индукционный нагреватель 5. Для компенсации реактивной мощности индукционного нагревателя параллельно ему подключена конденсаторная батарея G. Наряду с электромашинными генераторами в качестве источников питания установок индукционного нагрева широко применяются тиристор-ные статические преобразователи частоты. Заготовки в индукторе можно нагревать как продольным (рис. 8, а), так и поперечным магнитным полем (рис. 8, б). При нагреве в поперечном магнитном поле время нагрева возрастает в 1,5-2 раза. Индуктор. Основной элемент индукционной установки - индуктор. На рис. 9 показана конструкция индуктора для сквозного нагрева цилиндри- 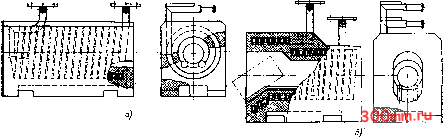 5, Параметры индукторов и режимы нагрева стальных заготовок Рис. 10. Типовая секция индуктора: О - нормальная; б - с расширением иа выходе ческих заготовок. Индуктирующий то-копровод / выполнен в виде много-витковой катушки, изготовленной из медной водоохлаждаемой трубки прямоугольного сечения. Витки катушки изолированы друг от друга и стянуты между двумя асбоцементными пли-(гами 6 при помощи специальных ла-(гунных шпилек с гайками. Индуктирующий токопровод / защищен изнутри слоем специальной тепловой изоляции 2, а снаружи - кожухом 3. Через патрубки 5 м 4 соответственно осуществляется подача и слив охлаждающей воды. Для защиты теплоизоляционного слоя от повреждения при перемещении нагреваемых заготовок внутри индуктора смонтированы водоохлаждаемые направляющие 7 из жаропрочной стали. Типовые секционные конструкции индукторов показаны на рис. 10, 11. Ниже даны некоторые рекомендации для выбора, расчета и конструирования индукторов. Удовлетворительный нагрев обеспечивается при следующих геометрических соотношениях размеров индуктора и заготовки: внутренний размер (диаметр, сторона) сечения индуктора должен быть в 1,5-2 раза больше диаметра или стороны перпендикулярного сечения заготовки, а длина катушки индуктора должна превышать длину одной заготовки или суммарную длину нескольких заготовок на один-два диаметра (стороны сечения) нагреваемого металла. Толщина тепловой изоляции индуктора может быть выбрана в зависимости от диаметра нагреваемой заготовки. Диаметр заготовки, мм ...... 5 60-125 130-170 170 и более Толщина тепловой изоляции, мм . . . 10-15 15-20 25-35 35-40 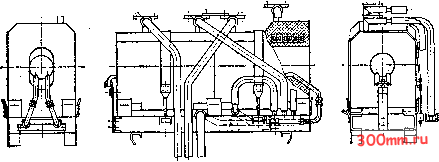 Заготовка Индуктор Режим
Рнс. 11. Индуктор в сборе нз двух секций Ритки HHfijKTopa должны быть расположены таким образом, чтобы не б(г1лр встречного электромагнитного поля. В индукционных нагревательных установках индуктор рекомендуется устанавливать горизонтально или с небольшим наклоном. Вертикальное расположение оси индуктора нежелательно из-за значительного угара металла (до 3 %) вследствие большого притока воздуха из окружающего пространства в индуктор. Безокислительный индукционный нагрев можно производить в индукторах, снабженных у входного и выходного концов камерами или полностью помещенных в камеру. Камеры заполняются защитными инертными газами. В табл. 5 приведены параметры индукторов и режимы индукционного нагрева стальных заготовок. Эти параметры и режимы получены из практики индукционного нагрева заготовок перед штамповкой иа отечественных заводах и могут служить справочными данными при выборе, разработке и изготовлении аналогичных новых индукторов. Для работы при напряжении 127 В индуктор подключается через понижающий трансформатор. Конструкции индукционных нагрева, телей. Индукционные нагреватели применяемые в кузнечно-штамповоч- ном производстве, конструктивно состоят из средств иагрева - индукторов и механизмов загрузки, перемещения и выгрузки нагреваемых заготовок. На практике применяются индукционные нагреватели периодического и методического принципа действия. Схема нагрева;теля периодического действия показана на рис. 12, а. В индуктор / толкателем 2 загружается только одна заготовка 3, которая при достижении заданной температуры нагрева выталкивается с помощью еле-
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


