
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Автоматизация и механизация листовой штамповки 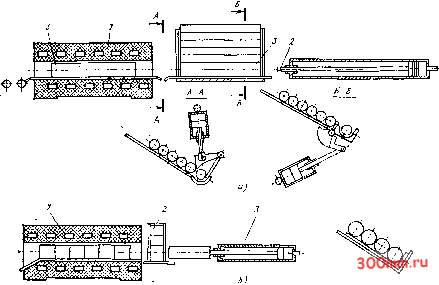 Рис, 12. Схема иидукциониого нагревателя; о - периодического действия; б - методического действия дующей нагреваемой заготовки, загружаемой в индуктор. В дальнейшем процесс периодически повторяется. На рис. 12, б изображена схема, поясняющая работу индукционного нагревателя методического действия. В таком нагревателе мерные заготовки 2 с постоянной скоростью илн через интервалы времени перемещаются внутри индуктора / с помощью гидравлического или пневматического механизма 3. В индукторе одновременно находится несколько заготовок. Длина индуктора, число заготовок в ием и скорость их перемещения выбираются таким образом, чтобы заготовки на выходе из индуктора имели ковочную температуру и определенный перепад температур между поверхностью заготовки и центром ее. Рекомендуется в индукторе размещать не менее трех заготовок, что обеспечит практически неизменность электрического режима работы нагревателя в момент загрузки холодной заготовки. Продолжительность (с) иагрева одной заготовки в методическом нагревателе % = nt (п - число одновременно находящихся в индукторе заготовок; t - время проталкивания одной заготовки через индуктор). Методические нагреватели по сравнению с нагревателями периодического действия имеют более высокий КПД (иа 10-15%) и производительность. Индукторы для сквозного иагрева заготовок обладают низким коэффициентом мощности (cos ф). Для его увеличения параллельно с каждым индуктором к источнику тока подключают батарею конденсаторов, реактивная мощность которой в 1G-15 раз больше активной мощности индуктора. Для методических нагревателей изменение емкости батареи конденсаторов в процессе нагрева обычно ие требуется. В периодических нагревателях и в нагревателях с секционированными индукторами возникает необходимость изменения емкости конденсаторной батареи в разные периоды нагрева заготовок, что осуществляется с помощью регулятора коэффициента мощности. Энергоснабжение нескольких индукционных нагревателей током повышенной частоты можно обеспечивать одним из следующих способов} каждый нагреватель снабдить своим преобразователем частоты (индивидуальный способ питания); все нагреватели подключают к общим шинам; к этим же шииам подключить одни преобразователь большой мощности или несколько маломощных преобразователей (централизованное питание) Каждый из этих способов питания имеет преимущества и недостатки. Выбор способа питания нагревателей в конкретном случае должен быть обоснован технико-экономическим расчетом с учетом местных условий. Нагрев мерных цилиндрических ва-еотовок длиной до 300 мм выгодна выполнять в индукционных методических установках с цилиндрическими индукторами. В такие нагреватели заготовки могут поступать с наклонных лотков 2 (рис. 13, а) и загружаться в индуктор толкателями различных типов - пневматическими, гидравлическими, механическими (реечными и кривошипными). В отдельных случаях заготовки на лотке удерживает специальный механизм, периодически подающий нижнюю заготовку иа линию толкатель-индуктор. Для перемещения заготовок используют также шаговые механизмы, магнитные ролики с постоянными Mai-иитами (для ферромагнитных материалов), протяжные роликовые механизмы. Короткие заготовки, имеющие косые торцы, заусенцы, значительное искривление оси, можно греть в отдельных случаях иа всю длину в карусельных нагревателях с щелевыми индукторами (рис. 13, б). Индукционный нагрев цилиндрических заготовок длиной 300-2000 мм осуществляют в цнли]1дрических и овальных и (чаще) в секцио]ирован-иых индукторах. Секционировацные индукторы применяют для нагрева заготовок длиной до 8 м, при этом заготовки перемещаются системой поддерживающих и прижимных роликов. Индукционный нагрев концов заготовок и местный нагрев целесообразно выполнять в специальных индукторах - кольцевых, щелевых и овальных; заготовки в такие индукторы подаются карусельными столами или механизмами барабаииого типа. Преобразователи частоты необходимы для получения токов повышеи- 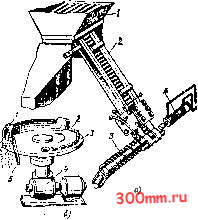 Рис. 13. Методические индукционные установки для нагрева мерных цилиндрических заготовок; а - установка с толкателем; / - бункер для заготфВок; 2 - наклонный лоток; 8 - иидуктор; 4 - механизм загрузки; 6 - карусельная установка с щелевым индуктором; / - иидуктор; 2 - заготовка; 3 - вращающийся стол; 4 - механизм привода вращения стола; 5 выбрасыватель заготовок НОЙ частоты (500-8000 Гц) из тока промышленной частоты (50 Гц). Для индукционного иагрева токами промышленной частоты преобразователи частоты не требуются; в этом случае индуктор подключают либо непосредственно к электросети промышленной частоты, либо через понижающий трансформатор. Для получения токов повышеииой частоты применяют машинные и тири-сторные преобразователи. Электроконтактный нагрев Если через заготовку пропустить электрический ток, то в ней по закону Джоуля-Ленца будет выделяться тепловая энергия (Дж), которую можно вычислить по формуле Q = P-Rx, где / - действующее значение силы тока, протекающего через заготовку. А; R - активное сопротивление нагреваемой заготовки, Ом (определяется с учетом глубины проникновения тока в металл); т - время протекания тока, с. На этом явлении и основан электроконтактный метод нагрева или нагрев 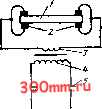 Рис, и. Схема контактной установки 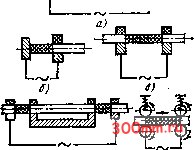 г) в) Рис. 15. Технологические схемы электро-контактного нагрева Рис. 16. Технологическая схема процесса электровысадки: 1 - матрица: 2 - высаживаемая заготовка; 3 - радиальный контакт; 1 - торцовый контакт; 5 - трансформатор; Я, -> усилие высадки; - усилие контактного зажима в радиальных контактах. сопротивлением. Электроконтактный нагрев характеризуют большие токи, пропускаемые через нагреваемые заготовки (1-40 кА), и малые подводимые напряжения (2-20 В). Схема силовой цепи электроконтактной установки показана на рис. 14. К нагреваемой заготовке 1 с помощью контактов 2 подключена вторичная обмотка 3 понижающего трансформатора, электрическая энергия к которому поступает через контактор 5 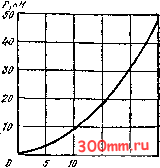 7f а, мм Рис, 17. Зависимость усилия высадки Р при электроконтактном нагреве от диаметра высаживаемой заготовки d ОТ силовой электрической сети напряжением 380 или 220 В, частотой 50 Гц, и которой подключена первичная обмотка 4 силового трансформатора. Контактным способом рекомендуется нагревать длинномерные заготовки (/ > l,5d, где / - длина заго-(говки; й - диаметр заготовки), имеющие постоянное поперечное сечение по длине. Этим методом можно нагревать прутки диаметром до 100 мм и профильные заготовки. На практике применяют следующие технологические схемы иагрева (рис. 15): а - нагрев по всей длине заготовки; 6 - только одного конца заготовки; в - некоторого участка длинномерной заготовки; г - нескольких участков заготовки одновременно; d - непрерывный нагрев заготовки при ее движении между двумя парами роликов. Широкое применение электроконтактный нагрев находит в высадочных машинах, используемых в серийном кузнечно-штамповочном производстве. Технологическая схема процесса эяектровысадки для изготовления из прутков различного диаметра (10- 30 мм) поковок с утолщением иа торце показана иа рис. 16. Усилие высадки р в зависимости от диаметра d высаживаемой заготовки можно выбрать по графику рис. 17. Преимущества контактного нагрева заключаются в следующем. По сравнению с печным нагревом контактные электронагреватели обеспечивают большую Скорость нагрева, лучшие условия работы обслуживающего персонала, меньший угар металла (по- 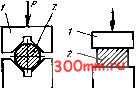 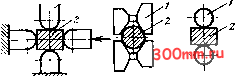 а) Ю -В) г) д) Рис. 18. Типы токолодводящих контактов зажимных головок электроконтактных установок рядка нескольких десятых долей процента), а по сравнению с индукционным - более равномерное распределение температуры по сеченню нагреваемой заготовки, возможность получить в центре сечения заготовки более высокую температуру, чем на поверхности, и обеспечить тем самым оптимальные условия деформации металла при некоторых видах обработки давлением (штамповка, прокатка), имеет высокий КПД, достигающий 93%. Недостатки контактного нагрева следующие: низкая стойкость контактов; неравномерность нагрева заготовки по длине из-за интенсивного теплоотвода водоохлаждаемых контактов (обычно температура зпготовки в зоне, занимаемой контактом, на 100-300° С ниже, чем на участке, свободном от контактов). Усилие контактных зажимов должно быть в пределах 9,8-49,0 кН. После разогрева заготовки это усилие следует уменьшить, что необходимо предусматривать при конструировании токоподводящих устройств электроконтактной установки. В зависимости от диаметра нагреваемой заготовки рекомендуется применять следующее усилие сжатия контактов. Диаметр заготовки, мм . . 20-30 30-50 50-70 Усилие сжатия, кН . . 9,8 29,4 49,4 Различные виды токоподводящих контактов зажимных головок электро-контактпых установок показаны иа рнс. 18. По конструктивному выполнению зажимные токоподводящие контакты 1 для нагреваемых заготовок 2 можно подразделить на следующие основные типы: призматические, применяемые в качестве радиальных контактов при нагреве цилиндрических заготовок (рис. 18, а); плоские, применяемые в качестве радиальных контактов при нагреве прямоугольных заготовок и радиаль-но-торцовнх при нагреве цилиндрических и прямоугольных заготовок, а также используемые в качестве торцовых контактов при зажиме заготовок с торцов (рис. 18, б); цилиндрические со сферической контактной поверхностью, применяемые в качестве радиальных и торцовых контактов, преимущественно в многоконтактных головках (рис. 18, в); роликовые, применяемые в качестве вращающихся радиальных контактов, при движении провмоки илн прутка во время нагрева (рис. 18, г); цилиндрические (рис. 18, 5), применяемые в качестве радиальных контактов при нагреве цилиндрических нли прямоугольных заготовок небольшого диаметра или небольших поперечных размеров (до 15 мм). Ниже приведены рекомендации по улучшению работы и увеличению стойкости медных контактов. В процессе работы поверхности контактов упрочняются из-за наклепа и оседания мелких частиц нагреваемого металла и окалины; это увеличивает работоспособность контактов и срок их эксплуатации. Упрочненный слой при каждой очередной зачистке поверхностей контактов нужно сохранять. Практика электроконтактного нагрева показывает, что деформация Рис. 19. деформация концов заготовки прн отрезке на пресс-ножницах КОНЦОВ заготовки, полученной отрезкой на пресс-ножницах, в штампах или другими способами, не должна превышать (рис. 19) следующих значений, мм: Л = 0,3 - для заготовок диаметром 18-45 и Л = 0,4 - для заготовок диаметром 45-75; для всех заготовок Б = 0,5, £L= 1 п отклонение по длине Г = 0,4. При уменьшении (износе) поверхностного слоя контакта на 5 мм такой контакт следует употреблять, для нагрева заготовок с большими диаметрами, чем те, на которые был первоначально рассчитан и изготовлен данный контакт. 1з/в.п,<з/з.. 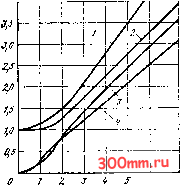 Рис, 20. График для расчета активного внутреннего индуктивного сопротивлений цилиндрических заготовок из ферромагнитных и парамагнитных материалов; - 3. ф/ я. п 2 - ; 3 - *з/ з. ц: - 3. ф/-з. 3 - активное сопротивление заготовки нз парамагнитного материала; Яд ф - то же, для ферромагнитного материала; ~- внутреннее ипдуктнвиое сопротизлепие заготовки из парамагнитного материала; *з ф -* то же, для ферромагнитного материала; Лд ц - сопротивление заготовки постояи ному току; Го - радиус заготовки; го глубина проникновения электромагнитной волны в металл На поверхности заготовок, предназначенных для контактного электронагрева, категорически не допускаются окалина или ржавчина, разрушающие надежное электрическое соединение с контактным зажимом. Для повышения стойкости контактов их нужно делать штампованными или наклепывать, т. е. подвергать рабочие поверхности обработке давлением в холодном состоянии. Выбор и расчет основных параметров процесса и оборудования. Активное и внутреннее индуктивное сопротивление заготовок цилиндрической формы из ферромагнитных и парамагнитных материалов определяют по рис. 20. Для заготовок из ферромагнитных материалов в виде прямоугольников, равнобоких уголков, тавров, двутавров можно пользоваться этими же графиками, если аргумент Гр/го заменить отношением 2S 72o, где S, Я и Го - соответственно площадь и периметр поперечного сечения, радиус заготовки; Zq = Д - глубина проникновения тока в металл (см. табл. 2). Сопротивление заготовок постоянному току /?з. п - P<t) ) где р (/) - удельное сопротивление нагреваемого металла в зависимости от температуры t\ /-длина нагреваемой заготовки; S - площадь поперечного сечения нагреваемой заготовки. Зависимость удельных тепловых потерь вследствие излучения и конвекции от температуры поверхности заготовки показана на рнс. 21. Продолжительность нагрева (с) заготовки массой т! до заданной температуры 1г при средней удельной теплоемкости ЦтРср где ti и соответственно начальная и конечная температуры заготовки, С; Pop = (17 - 25) 10* Вт - средняя мощность, выделяющаяся на 1 м длины заготовки; с-средняя удельная теплоемкость материала заготовки в заданном интервале температур, Дж/(кг-К); т-- масса заготовки на 1 м ее длины, кг; tjt - коэффициент, учитывающий тепловые потери: 1 .+i(o +4) Здесь т- радиус заготовки, м; I - длина заготовки, м; т - продолжительность нагрева, с. Рекомендуемую минимальную продолжительность нагрева методом сопротивления в зависимости от диаметра заготовки определяют по рис. 22. Коэффициент, учитывающий электрические потери в элементах вторичной цели установки, 1 +.Rk,..R3 где /?к - сопротивление короткой то-коподводящей сети. Ом (без обмотки трансформатора); - сопротивление заготовки, Ом. Общий КПД электроконтактной установки Т) = Т1трТ1тТ1э, где т)р - коэффициент полезного действия силового согласующего трансформатора (по паспортным данным). Активная мощность трансформатора (кВт) тс(/2 -;,) Р = - где т - масса нагреваемой заготовки, Установленная мощность трансформатора (кВА) Ру.= Pa/cos ф, где cos ф - коэффициент мощности устройства. Коэффициент мощности зависит от отношения длины нагреваемой заготовки К квадрату ее диаметра d. Так, при изменении Ijd в пределах 4-14 cosф изменяется от 0,68 до 0,75. При повторно-кратковременном режиме работы показатель где - время загрузки и выгрузки заготовки. Расчетная мощность трансформатора (кВ-А) для продолжительного режима его работы Ртр ~ Ру. т 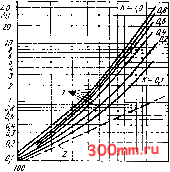 т 300 ш 600 80Bwotmot,°c Рис. 21. Зависимость удельных потерь J вследствие излучения (I) и конвекции (2) с поверхности заготовки от температуры при различных коэффициентах излучения К Среднее за период нагрева напряжение (В) на заготовке и = 70,7 где / - длина нагреваемой заготовки, м (расстояние между контактными зажимами); т - время нагрева, с; т] - общий КПД. Средний за период нагрева ток (А), протекающий через нагреваемую заготовку. Удельный расход электроэнергии при нагреве заготовки методом сопротивления в зависимости от соотноше- Ш 100 80 60 JfO
20 30 1)0 50 60 70 а, МП рис. 22. Рекомендуемая минимальвая продолжительность иагрева методом сопротивления в зависимости от диаметра заготовки
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


