
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Автоматизация и механизация листовой штамповки 22. Двухпозициоиные усталовки электроконтактного нагрева Параметр Тип установки Н024 2786 Н056 Число нагревательных позиций Число нагреваемых зон на заготовке Поперечные размеры заготовок, мм Длина нагреваемой зоны, мм Напряжение сети питания, В Мощность трансформатора, кВ-А Привод зажимных головрк Усилие контактного зажима, Н Охлаждение элементов силовой цепи Высота нагревательных позиций от пола, мм Габаритные размеры уст1-новки (высота X ширине К X длина), мм Масса установки, т Диаметр 12-30 110-750 70Х (20-30) 1400-800 380 250 2(1) Диаметр 12-30 155-750 Диаметр 10-60 200-500 Пневматический 19,0 1650Х 1200Х Х2400 30,0 Гидравлически 18,0 Водяное 1203 1363Х ЮООХ Х1710 3600Х J4Q0X Х1665 31,0 1281 .200 Примечание, Общая длина заготовок - любая в диапазоне \0-2Ь мм. 23. Четырехпозиционные установки электроконтактного нагрева
Продолжение табл. 23
24. Однофазные трансформаторы
25. Электродно-соляные нагревательные печи-ванны Тип печи
Примечания: 1. Расплавленные среды - соли, щелочи, металлы. 2. Напряжение питающей сети во всех типах печей может быть двух видов: 380 и 220 В, для СВГ-1,5. 2/8,5-И2 - только 220 В. 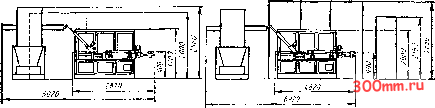 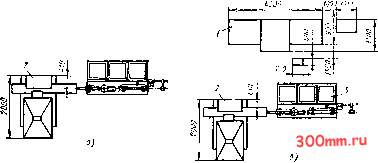 Рис. 27. Кузнечные нагревательные установки: а - ИК-250; 6 - МК-500: / - тирнсторный преобразователь частоты: 2 - вибрационно-ыеханнческнй бункер для подачи заготовок; 3 - нагреватель то 350 т 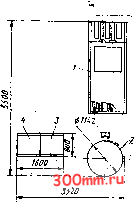
2000 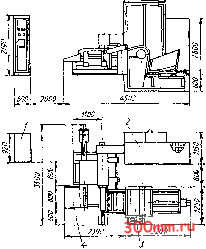 Рис. 28. Установка ИН-250/10: 1 - индукционный нагреватель типа КИН-250; 2 - машинный преобразователь частоты ОПЧ-250/2,4; 3 - силовой шкаф; 4 шкаф автоматического управления Рис. 29. Нагреватель КИН7-500/2,4П: / - шкаф автоматического управления; 2 - шкаф конденсаторов; 3 - бункер для ваготовок; 4 - лоток, по которому иагре* ты заготовки выкатываются аз нагрева теля 3i20 325 I- 1900 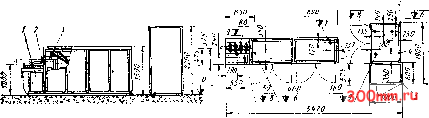 Рис. 80. Рекомендуемая планировка размещения кузнечного нагревателя: J - нагревательный блок; 2 - ограничитель; 3 - иидуктор; 4 - трансформаторный шкаф; 5 - шкаф управления; 6 - подвод в. ч. питания; 7 - подвод воздуха; 8 - подвод воды; В >~ слнв воды машиной следует закреплять строго определенные заготовки, подобранные по размерам сечения и длины. Длина заготовок должна быть не менее 1,5 диаметра. Индукционные нагреватели должны эксплуатироваться при определенных номинальных производительностях. Работа при производительностях существенно ниже номинальных ведет к снижению технико-экономических показателей нагревателей, к большому образованию окалины и т. п. Экономически невыгодно индивидуальное питание универсальных индукционных нагревателей от машинных преобразователей частоты тока. Преобразовательные подстанции следует располагать возможно ближе к нагревателям. Чем бапьше удалена преобразовательная подстанция от нагревателей, тем больше капитальные затраты на каналы и кабели, а таюКе на перерасход энергии при работе нагревателей. В ряде случаев нерациональное размещение преобразователей вдали от нагревателя делает работу невозможной, особенно при тиристор-ных преобразователях. Нормальная работа участка индукционного нагрева при высоких технико-экономических показателях требует наличия мастерской для изготовления и ремонта индукторов. Оборудование установок электроконтактного нагрева содержит: силовой понижающий трансформатор; контактные зажимы; аппаратуру контроля и регулирования процесса нагрева; механические приспособления 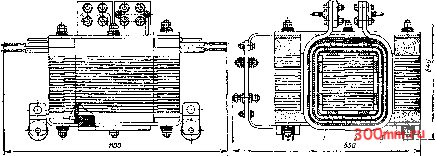 Рис. 31. Конструкция силового трансформатора установки электроконтактного нагрева; катушки первичной обмотки; 2 - витки вторичной обмотки; 3 - рама ЭЛЕКТРОНАГРЕВ И ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЕ УСТРОЙСТВА для перемещения и фиксации нагреваемых заготовок. На практике применяют однопози-ционные и многопозиционные установки электроконтактного нагрева. В табл. 21 приведены технические характеристики однопозиционных установок электроконтактного нагрева. В промышленности применяют также многопозиционные установки электроконтактного нагрева. Технические характеристики двухпозицион-ных установок представлены в табл. 22, а четырехпозиционпых - в табл. 23. Для изготовления клапанов двигателей применяют четырехпозиционные электровысадочные автоматы, состоящие из четырех однопозиционных установок, расположенных по окруж- ности цилиндрического корпуса с вертикальной осью. Автомат барабанного типа, вращающийся вокруг вертикальной оси. Заготовки загружаются в контакты механической рукой. После того как загруженная позиция отойдет от места загрузки, автоматически производится зажнм заготовки, нагрев ее и высадка, затем нагрев и высадка отключаются, и заготовка подходит к позиции выгрузки. Высаженная заготовка забирается механической рукой и подается в штамп пресса. Технические характеристики силовых трансформаторов с соленоидными водоохлаждаемыми обмотками приведены в табл. 24, а на рис. 31 изображена конструкция трансформатора. Глава ковочно-штамповочное оборудование общего назначения (основные параметры) Молоты ковочные паровоздушные По типу станины молоты разделяются двойного действия (табл. 1-о) пред- на одностоечные и двухстоечные. Оте-назначены для изготовления ковкой чественная промышленность изготов-поковок средней массы преимущест- ляет двухстоечные молоты арочного венно из прокатных заготовок, а также и мостового типов, для ковки в подкладных штампах. 1. Основные параметры и размеры молотов ковочных паровоздушных двойного действия арочного и мостового типов (ГОСТ 9752-75 )* fte/ro/n afiovmia типа Мв./!Вт мосш/го /пила Bus А 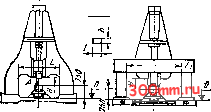 Параметр Энергия удара, кДж, Не менее Номинальная масса падающих частей, кг Частота ударов, мин Расстояние между стойками в свету для молота, мм: арочного L мостового Li Высота рабочей зоны в свету Н, мм Размеры зеркала бойка I X Ъ, мм Норма
200 8000 34 4500 800 800 X 480 Примечания: I. Энергия удара определяется по скорости, замеренной на величине хода 10 мм до момента удара по поковке, н фактической массе падающих частей. 2. Избыточное давление пара или воздуха должно составлять 0,6-0,8 МПа. 3. Парораспределительные органы должны допускать работу молота при температуре пара нли воздуха до 200 =0. 4. Число ударов определяется в режиме непрерывных ходов н при полном ходе бабы. Допускаемое отклонение фактического числа ударов от указанного в таблице :±:10 %. 5. Масса шабота должна быть равна 15-кратиой номинальной массе падающих частей молота. Допускаемое отклонение массы шабота cfc6 %. 6. Допускается увеличивать фактическую .массу падающнх частей относительно номинальной не более чем на 5 %. 7. Размеры элементов крепления бойков а бабе и подушке молотов по ГОСТ 6039 -82Е. 8. Нормы точностн молотов по ГОСТ 6724 - 77.
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


