
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Автоматизация и механизация листовой штамповки 2. Ориентировочные данные для выбора массы падающих частей молотов в зависимости от размера поковок
3. Производительность молотов при ковке без манипулятора в зависимости от массы падающих частей молота и группы поковок по сложности
♦ Группа 1 - простые поковки (валы гладкие, фланцы с отверстием, кубнки. шпонки, серьги с одной головкой, кривые планки, валы с уступами, валы с фланцами, втулки и т. п.). * Группа 2 - поковки средней сложности (валы с фланцами и уступами, шпиндели, зубчатые колеса, серьги с двумя головками, тяги с одной головкой, болты с квадратной головкой; гайки, башмаки, валы одноколеичатые, втулки раскатные и т. п.). *** Группа 3 - сложные поковки (гайки шестигранные, болты с шестигранной Головкой, серьги с одной бобышкой, тяги с двумя головками, рычаги со средней н двумя бобышками на концах, рычаги с ручкой, зубчатые колеса с отверстием, шатуны, валы двухколенчатые с флаТ1цем, ключи гаечные, рычаги кривые, хомуты н т.п.). Молоты ковочные пневматические (табл. 4-6) предназначены для изготовления ковкой поковок малой массы из прокатных заготовок. Допускают также ковку в подкладных штампах. Отечественная промышленность выпускает пневматические молоты одностоечного типа с параллельно расположенными рабочим и компрессорным цилиндрами (в одной отливке со станиной). Управление осуществляется время совместно вращаемыми рабочими кранами (золотниками) с отдельным (средним) краном для вспомогательного хода. Ковочные гидравлические прессы предназначены для изготовления ков- кой поковок преимущественно из слитков, а также для ковки в подкладных штампах. Отечественной промышленностью ковочные прессы изготовляются колонной и рамной конструкции с верхним и нижним приводом (табл. 7-Щ Прессы с нижним приводом Moryi работать в составе автоматизирован иого комплекса. Паровоздушные штамповочные молоты двойного действия (табл. 10, 11) предназначены для штамповки поковок разнообразной формы из прокатного исходного материала преимущественно в многоручьевых открытых штампах. Молоты должны быть уста- 4. Основные параметры и размеры молотов ковочных пневматических (ГОСТ 712-82) 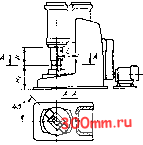
Примечания: 1. Энергия удара определяется по фактической массе падающих частей и скорости, измеренной в момент уДара по поковке высотой, не превышающей значений, указанных ниже. Энергия удара, кДж, не менее..... 0,8 Высота поковки, мм 30 Энергия удара, кДж, 3,15 не менее......5,6 10 16 28 45 Высота поковки, мм 56 60 71 90 2. Допускаемое отклонение фактического чнсла ударов от значения, указанного в таблице должно составлять =t 1 О %. 3. Наибольший рабочий ход бабы молота должен быть не менее высоты рабочей зоны в свету. 4. Молоты с энергией удара 5,6-28 кДж должны изготовляться с отдельным шаботом; молоты с энергией удара 0.8-3,15 кДж могут изготовляться как с отдельным шаботом, так н без него. 5. Масса шабота в сборе для молотов с отдельным шаботом не должна быть менее пятикратного значения энергии удара, а масса подушки в сборе для молотов без отдельного шабота - менее трехкратного ее значения. 6. Допускается увеличивать фактическую массу падающих частей относительно номинальной не более чем на 20 %. 7. Размеры элементов крепления бойков в бабе и подушке по ГОСТ 6039 - 82 Е. 8. Нормы точности молотов по ГОСТ 6808-76 *. 5. Ориентировочные данные для выбора массы падающих частей молота В зависимости от размера поковки
б.Ориевтировочная производительность молотов в зависимости от массы падающих частей и группы поковок по сложности
новлены на виброизолированном фундаменте. Штамповочные фрикционные молоты с доской (табл. 12) предназначены для штамповки мелких поковок преимущественно в открытых штампах, а также для холодной правки отштампованных поковок после обрезки об-лоя. Молоты штамповочные бесшабот- ные изготовляются вертикального (рис. 1, 2) и горизонтального типов. Молоты штамповочные бесшабот-ные целесообразно применять для штамповки крупных поковок преимущественно в одноручьевых штампах. Заготовительные операции в случае надобности следует осуществлять на другом оборудовании (ковочных молотах, вальцах, прокатных станах для периодического профиля и на гидравлических прессах). Наибольшее распространение получили молоты бесшаботные паровоздушные с ленточной и гидравлической связью верхней и нижней бабы, технические характеристики которых приведены в табл. 13 и 14. Отечественная промышленность изготовила бесша-ботный паровоздушный молот с энергией удара 1500 кДж. Прессы горячештамповочные криво шипные (табл. 15 и 16) предназначены для штамповки поковок различной формы из прокатанного пруткового материала (при отсутствии необходимости предварительного придания формы ему протяжкой) или фасонного проката (при необходимости предварительного придания формы ему протяжкой) в открытых штампах, а также для штамповки в закрытых штампах, в частности выдавливанием. 7, Основные параметры ковочных гидравлических прессов колонной и рамной конструкции {ГОСТ 7284-80* Е) 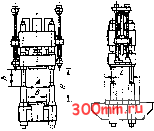 Лреса/рамтй ктстрщш 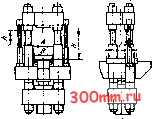 Параметр Норма Номинальное МН усилие пресса. Наибольший ход подвижной траверсы (рамы) h, мм Расстояние между столом н подвижной траверсой (рамой) в ее верхнем положении Я, мм Размер рабочей зоны в свету поперек оси ковки А, мм Размеры выдвижного стола *, мм: ширина В длина L, не менее Ход выдвижного стола относительно оси пресса мм, не менее: в одну сторону н другую сторону Число ходов подвижной тра версы (рамы) в 1 мин, не менее: рабочих при усилия до 75 % номинального при величине хода проглаживающих при усилии до 25 % яоминальяого и величине хода не менее 20 ым проглаживающих при усилии до 12 % номинального и величине хода не менее 20 мм 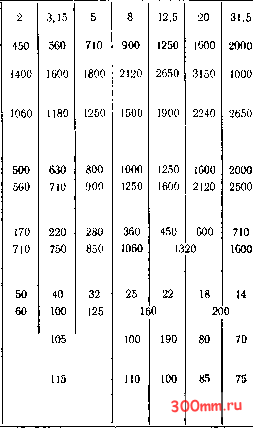 Продолжение табл..7 Параметр Норма Мощность привода **, кВт, не более Масса *** (без бойков, перекрытий, узлов механизации и привода), ие более 250 50 360 70 500 100 800 160 1250 250 2000 500 3350 750 Примечания: 1. По требованию потребителе прессы должны изготовляться с выталкивателем и устройством для смены нижних бойков. 2. Величина обжатия при поглаживающих ходах равна 5 мм. * Для прессов с номинальным усилием 2 и 3,15 МН вместо выдвижного стола допускается применять поворотный стол с параметрами по согласованию с потреби-тёле,м. *♦ Для прессов с индивидуальным насосным приводом. ** Уточненное значение массы прессов, определяемое конструктивными особенностями н комплектацией, устанавливается в технических условиях. 8. Ориентировочные данные для выбора ковочных гидравлических прессов в зависимости от массы слитка 9. Ориентировочная производительность при ковке без манипулятора в зависимости от усилия пресса
10. Основные параметры паровоздушных штамповочных молотов (ГОСТ 7024-75*) 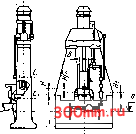 Параметр Норма
Примечания; 1. Энергия удара определяется по скорости, измеренной на величине хода 10 мм до момента удара по поковке прн наименьшей высоте штампа и фактической массе падающих частей. 2. Избыточнее давление пара или воздуха должно составить 0,6-0,8 МПа. 3. Парораспределительные органы должны допускать работу молота при температуре пара илн воздуха до 2000. 4. Число ударов определяется в режиме непрерывных ходов при наибольшем ходе бабы. Допускаемое отклонение фактического чнсла ударов от указанного в таблице ±10 %. 5. Масса шабота должна быть равна 20-кратной номинальной массе падающнх частей молота. Допускаемое отклонение массы шабота :t6 %. 6. Допускается увеличивать фактическую массу падающих частей относительно номинальной не более чем на 15 % без учета массы верхней части штампа. Масса верхней части штампа не должна превышать 30 % номинальной массы падающнх частей. 7. На одной нз стоек молота должны быть указаны допускаемые крайние, верхние н ннжнне положения бабы. 8. По заказу потребителя молоты с массой падающих частей 16, 25 т должны изготовляться с увеличенными размерами бабы н штамподержателя. 9. Размеры элементов крепления штампа в бабе и штамподержателе молотов по ГОСТ 6039-82.
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


