
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Автоматизация и механизация листовой штамповки 11. Ориентировочная производительность и масса поковок в зависимости от массы падающих частей молота
Прессы горячештамповочные кривошипные двойного действия для штамповки в разъемных матрицах (табл. 17) предназначены для штамповки в разъемных матрицах поковок сложной конфигурации: типа сплошного или полого цилиндра с фланцами, боковыми отростками и осевыми стержнями, ребрами и развилками, выступами. Прессы изготовляются с автоматической подачей и выгрузкой. 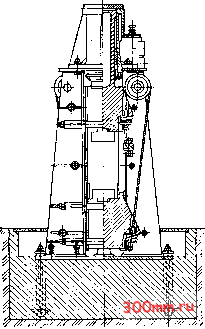 Машины горизонтально-ковочные с вертикальным разъемом матриц общего назначения (рис. 3, табл. 18, 19) предназначены для штамповки высадкой в многоручьевых штампах, а также прошивкой поковок, близких по конструкции к телам вращения из пруткового материала. 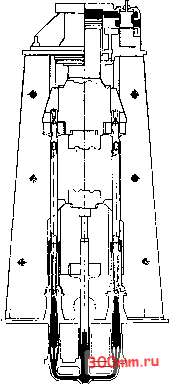 Рис. 1, Молот штамповочный бесшаботный паровоздушный с ленточной связью баб Рис. 2. Молот штамповочный бесшаботный паровоздушный с гидравлической связью баб ОВОЧНО-ШТАМПОВОЧНаН ОБОРУДОВАНИЕ ОБЩЕГО НАЗНАЧЕНИЯ 295 12. Ориентировочные параметры штамповочных фрикционных молотов с доской 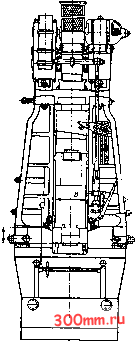
13. Ориентировочные параметры молотов штамповочных бесшаботных с ленточной связью верхней и нижней бабы
15. Основные параметры прессов горячештамповочных кривошипных (ГОСТ 6809-70*)  Параметр Норма
Продолжение табл. 15 Параметр Норма
Примечания: 1. Удельная материалоемкость ла, м; - закрытая штампован высота, м; М - масса пресса (без средств мехзни-зации и автоматизации устройств, поставляемых по требованию потребителя), кг. Удельная энергоемкость где N - номинальная мощность электродвигателя, Вт; - номинальное усилие пресса, кН; И - ход ползуна, м; - частота ходов ползуна, мнн~ 2. По требованию потребителя прессы должны изготовляться с количеством штырей нижнего выталкивателя до трех штук; с устройствами загрузки заготовок иа первую ПОЗИЦИЮ штампа и транспортерами для отвода отштампованных изделий. 3. Прессы должны быть оснащены устройствами, обеспечивающими безопасность работы; устройствами для съема н установки вставок; устройствами для автом-атиче-ского смазывания штампов; счетчиками числа нагруженных лодов; указателями технологического усилия. Конструкция пресса дрлжла обеспечивать возможность встраивания их ,в автоматизированные комплексы, автоматические лниии, в том числе в линии, осщенвые-промышлеииыми роботами. - . 14. Ориентировочные параметры молотов штамповочныж бесшаботных 16. Ориентировочная производительность и масса поковок В зависимости от усилия пресса
17. Основные параметры прессов горячештамповочных кривошипных двойного действия для штамповки в разъемных матрицах
Прессы винтовые (табл. 20) предназначены для штамповки в открытых и закрытых штампах (в основном одноручьевых). Прессы усилием до  Рис. 3. Машины горизонтально-ковочные с *еута альным разъемом матриц 10 ООО кН изготовляют с дугостатор-ным приводом; предназначены для выполнения различных операций холодной и горячей штамповки, чеканочных, гибочных, рихтовочных и калибровочных работ. Прессы усилиш 6300-40 000 кН изготовляют с гидравлическим приводом. Их применяют для точной объемной штамповки поковок, калибровки, чеканки и выдавливания заготовок из обычных и труднодеформируемых металлов и сплавов. Прессы однокрнвошипные закрытые обрезные (табл. 21) предназначены для холодной и горячей обрезки облоя поковок после штамповки, прошивки отверстий н правки штампованных поковок в простых, последсшательных и совмещенных штампах. Автоматизированное исполнение: с реечным съемником, механизмом загрузки заготовок и механической рукой; с промышленным роботом. КОВОЧНО-ШТАМПОВОЧНОЕ ОБОРУДОВАНИЕ ОБЩЕГО НАЗНАЧЕНИЯ о г- f-о о  £ а: i 3 Е & о о о о ю ю ООО о 1С о со 1- т}
m со О- о flii За- ш X о 2 о к л к о .:3 S [=( с- К 4 Й = 5 S I & S й о 3 , S i = i с с св о са к н-н со со taj со я <ц к о сг сг с S JJ 1 S н 3 = - = S о W й =г s я к g а: со ч со X о 3 Ci. К m ts5 S га о- 5 5 2 СО . S = у S 6 3 S fa сч : о с га X о О о с: X = о S >> н о 5 о я 1= S S о S-3 еЭ. 2 2 д О-3- 3 sSs.= 3 O-vo о. я и о с
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


