
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Автоматизация и механизация листовой штамповки >. о ю о л я о я о в < о ю > X S се и -1 я > и я >
Продолжение табл. 23 о ю о л О а О & I Р1 О ся О в <<; За О ш > Ж Я Р1 о я > > а м я я П араметр Пресс Исполнение Норма Расстояние между направляющими А, мм, не менее Чеканочный Для холодного выдавливания 1; 2 280 280 280 350 450 600 760 950 1250 350 450 760 950 Ход верхнего выталкивателя, мм, не менее 12 16 Усилие Верхнего выталкивателя, кН, не менее Чеканочный Для холодного выдавливания 1; 2 10 16 25 250 400 .Ход нижнего выталкивателя, мм, не менее Чеканочный 50 60 80 90 Для холодного выдавливания 1; 2 80 90 Усилие нижнего выталкивателя, кН Чеканочный Для холодного выдавливания 1: 2 Жесткость, кН/мм, не менее Чеканочный Для холодного выдавливания 1; 2 2000 2200 120 200 2500 3000 4000 1800 1500 5 000 6 300 8 ООО 2200 2 800 3 600 1800 2 200 2 800 4 000 3 600 1250 10 000 5000 4 000 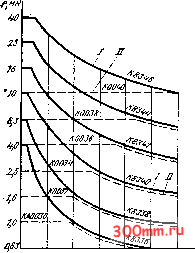 О fO 20 JO 40 50 SijM/ Рнс. 4. График допустимых усилий Pgoj,; / - на ползуне чеканочных прессов; - на ползуне прессов для холодного выдавливания в зависимости от величины его недохода до крайнего нижнего положения усилия на шатуне и крутящий момент в приводе. Прн рабочем ходе ползуна интенсивно падают скорость и ускорение; на длине рабочего хода 3-6 мм (с учетом упругой деформации пресса) скорость ползуна близка к нулю. Прессы для холодного выдавлива-. ния созданы на базе чеканочных кри-вошипно-коленных прессов, причем базовой конструкцией пресса для холодного выдавливания принят чеканочный пресс усилием, превышающим в 4 раза усилие пресса для выдавливания. Прессы гидравлические для безоб-лойной штамповки много плунжерные предназначены для безоблойной штамповки поковок сложных форм с полыми осевыми и боковыми элементами (табл. 24), изготовляются с механизмом загрузки и выгрузки. Прессы гидравлические для горячей объемной штамповки предназначены для объемной штамповки из алюминиевых, магниевых, титановых сплавов, а также черных металлов в нагретом состоянии (табл. 25). Прессы гибочно-штамповочные горизонтальные (бульдозеры) (табл. 26) предназначены для горячей и холодной гибки-штамповки в одноручьевых и многоручьевых штампах деталей из мерных штучных заготовок больших габаритов из сортового проката (полос, уголков, кругов, квадратов и другого сортового проката). Машины радиально-обжимные с программным управлением (табл. 27) предназначены для изготовления осесим-метричных деталей из прутковых и трубных заготовок деформированием 24. Основные параметры прессов гидравлических для безоблойной штамповки многоплунжериые
Примечание. Параметры прессов усилием 16 ООО, 25 ООО кН уточняются прн заказе. 25. Основные параметры прессов гидравлических для горячей объемной штамповки
26. Основные параметры прессов гибочно-штамповочиых горизонтальных (бульдозеров)
внешнего профиля в холодном нли горячем состоянии. Машины оснащаются средствами механизации и автоматизации. Машины электровысадочиые (табл. 28) предназначены для изготовления деталей типа стержней с утолщением на конце или в середине, а также для увеличения сечения трубчатых и профильных заготовок. Вальцы ковочные закрытые (табл. 29) предназначены для изготовления поковок и промежуточных заготовок в горячем состоянии. В автоматизированном исполнении ши оснащены манипулятором и механизмом загрузки. Вальцы ковочные консольные одно-и миогоклетьевые (табл. 30) предназначены для изготовления поковок и промежуточных заготовок в горячем состоянии. Вальцы ковочные консольные двух-клетьевые (табл. 31) предназначены, для изготовления поковок и промежуточных заготовок в горячем состоянии. Вальцы ковочные для поперечно-клиновой вальцовки валково-сегментные (табл. 32) предназначены для вальцовки заготовок типа тел вращения: с удлиненной осью, в том числе точных; по объему. Вальцы оснащаются -сред-, ствами автоматической загрузки заго- 27. Основные параметры машин радиально-обжимных с программным управлением
28. Основные параметры машин электровысадочных
товок в рабочую зону и выгрузки поковок. Вальцы иовочыые для поперечно-клииовой вальцовки двухклетьевые предназначены для вальцовки заготовок типа тел вращения с удлиненной осью, в том числе точных по объему. Вальцы оснащаются средствами автоматической загрузки в рабочую зону и выгрузки поковок. Их изготовляют двух моделей: о диаметром валков 450 и 630 мм. Вальцы ковочные для поперечио-клиновой вальцовки плоскоклиновые предназначены для вальцовки заго- товок типа тел вращения с удлиненной осью, в том числе точных по объему. Вальцы оснащаются средствами автоматической загрузки заготовок в рабочую зону и выгрузки поковок. Изготовляют Одну модель с главным параметром - длиной развертки инструмента 1200 мм. Молоты штамповочные бесшаботные высокоскоростные (табл. 33) предназначены для точной горячей штамповки заготовок сложной конфигурации, с тонкими ребрами из труднодеформируемых и обычных сталей и сплавов. 29. Основаые параметры вальцов ковочных закрытых (ГОСТ 16435-80) Параметр Норма
Примечания; 1. Предельные отклонения посадочного диаметра d - по 2. Допускается изготовлять мвогоручьевые закрытые вальцы с выпущенными консольными участками валов, размеры которых указаны в скобках. 3. Регулировка межцентрового расстояния должна быть не менее 2,5% номинального межосевого расстояния. 4. По требованию Потребителя вальцы должны комплектоваться средствами механизации н автоматизации.
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


