
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Автоматизация и механизация листовой штамповки 20. Технические характеристики наматывающих устройств моделей НУ
21. Технические характеристики ножниц для резки отходов моделей НП
отштампованной ленты осуществляется ножами с приводом от ползуна пресса, вала пресса или индивидуального привода. В табл. 21 приведены технические характеристики серийно изготавливаемых ножниц различных моделей для резки отходов с индивидуальным приводом. Онк являются частью комплексов оборудования для штамповки деталей из ленточного материала. При- вод ножниц индивидуальный пневматический. Регулировка хода ножа бесступенчатая. Бесконтактная система электроуправления обеспечивает резку отштампованной ленты - пробивку через заданное число ходов пресса. Устройства для очистки и смазкн исходного материала, заготовок и деталей перед штамповкой улучшают условия эксплуатации подающего механизма и штампа, повышают 22. Основные характеристики бункерных устройств с поштучной выдачей заготовок 23. Основные характеристики бункерных устройств с выдачей заготовок порциями
24. Данные для выбора типа бункера
Продолжение табл. 24
25. Технические характеристики вибробункеров моделей БВ
26. Технические характеристики вибробункеров моделей ВПУ
Продолжение табл. 26
износостойкость их рабочих частей. На поверхность исходного материала смазочный материал наносится валками, пульверизатором, самотеком из капельниц или обмыванием под давлением. Пропитывание валков осуществляется из капельниц, опущенных в ванночки, а иногда (в прессах с нижним приводом) масло подается через валки. Устройства механизированной смазки устанавливаются обычно перед штампом или встраиваются в шта.мп, смазывая непосредственно рабочий инструмент и штамп. Устройства очистки и смазки ленты (полосы) очень часто встраиваются в подающие устройства; они представляют собой регулируемые планки с прокладками, устанавливаемыми на входе подаваемой ленты (полосы) в устройство подачи. В ряде случаев устройства механизированной смазки выполняются в виде отдельного узла или совместно с устройством очистки в виде комбинированного агрегата. Ориентирующие и питающие устройства обеспечивают выдачу заготовок, ориентированных в заданном положении. Различают автоматические ориентирующие устройства - бункерные устройства, в которых ориентация производится без вмешательства человека, и неавтоматические - магазинные устройства. В табл. 22 приведены основные характеристики бункерных устройств с поштучной выдачей заготовок. В табл. 23 приведены основные характеристики бункерных устройств с выдачей заготовок порциями. В табл. 24 приведены рекомендации по выбору типа бункера в зависимости от формы, размеров и требуемой производительности. В табл. 25 приведены технические характеристики серийно выпускаемых вибробункеров различных моделей с электромагнитным приводом. В табл. 26 приведены техническве характеристики универсальных виброприводов типа ВПУ (А), рассчитанных на установку чаш внбробункеров диаметром 100, 125, 160, 200, 250, 320, 400, 500, 630, 800 мм. В отличие от обычных виброприводов с прямолинейной траекторией колебания, имеющих один регулируемый параметр - амплитуду колебаний, виброприводы типа ВПУ имеют эллиптическую траекторию и обеспечивают раздельное регулирование трех параметров: амплитуд горизонтальных (круговых) и вертикальных (осевых) составляющих колебания, и угла сдвига фаз между ними. Магазины - это устройства, предназначенные для накопления в один !7. Технические характеристики полосоукладчиков моделей ПП
ряд определенного количества штучных заготовок. Ниже приведены технические характеристики магазинного устройства МУПР-2, обеспечивающего ориентацию заготовок в пространстве, подъем и поддержание стопы заготовок на определенном уровне. Размер заготовки, мм . . 250X250- 500X500 Наименьшая толщина заготовки, мм..... 0,5 Наибольшая высота стопы заготовки, мм . . . 250 Наибольшая масса стопы, кг ........ 400 Расстояние от уровня пола до плоскости захвата заготовки, мм..... 800-1100 Вид привода .....Пневмоги- дравличе-ский Рабочее давление воздуха. Па ........(4,5-5) 105 Габаритные размеры, мм 1450X690 Масса, кг....... 600 Такие магазинные устройства используются в составе автоматизированных на основе роботов комплексов оборудования для листовой штамповки. Ориентирующие устройства служат ориентации заготовок в про-(jTpancTBe перед штамповкой или посл Нее в момент укладки. Ориентация* заготовок и деталей может осуществляться непосредственно в магазинах р бункерах, в желобах и лотках В момент перемещения заготовок к питающим устройствам или накопителям. Конструкция и форма ориентирующих устройств зависят от конфигурации и необходимого положения детали. Наиболее распространены следующие способы ориентации: деталь , под действием центра тяжести перевертывается к верху дном; деталь проталкивается через окно, имеющее форму детали; ориентация с помощью обдувки воздухом или жидкостью; метод опознания с помощью электроконтактных головок или ориентирование в магнитных полях; фотоэлектрический способ и др. Полосоукладчики предназначены для захвата полос из стопы и загрузки их в механизм шаговой подачи пресса. Захват полос осуществляется либо пневмовакуумными, либо магнитными захватами, смонтированньми на подвижной траверсе, или же магнитным! роликами. Привод траверсы чаще всего выполняется пневматическим. В табл. 27 приведены технические характеристики полосоукладчиков моделей ПП 300 и ПП 500, работающих в комплексе с двусторонней валиковой подачей (модели ЭР-35А и ЭР-36Б) и механизмом дополнительного поворота валков. Они предназначены для загрузки многопозиционных прессов. Транспортные устройства для холодной листовой штамповки Для перемещения и удаления деталей Для удаления отходов 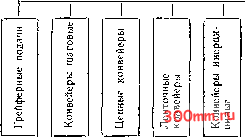 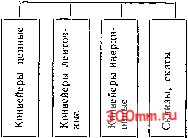
 Рис. 23. Классификация транспортных устройств, применяемых в листовой штамповке Листоукладчики и листоподаватели предназначены для .механизации и автоматизации подачи крупногабаритных листовых заготовок; Листоукладчики осуществляют подачу заготовок непосредственно в пресс, листоподаватели - на рабочие места прессовщика. В комплект листоукладчиков и листоподавателей входят механизмы подачи стопы листовых заготовок, механизмы подъема листов и механизмы подачи листа в пресс или на рабочее место прессовщика, а также блокирующие устройства, останавливающие пресс в случае подачи в штампы более одного листа. Съем верхнего листа осуществляется пневматическими и магнитными захватами. Сбрасывающие устройства предназначены для удаления отштампован- ной детали из межштампового пространства в тару в неориентированном положении. К ним относятся пневматические, пружинные, шиберные, крючковые устройства. В пневматических устройствах заготовки из рабочей зоны штампа удаляются струей сжатого воздуха. Пружинные устройства удаляют заготовки путем сталкивания толкателем, получающим движение от пружины. Оня применяются для прессов, у которых число ходов в минуту равно 120-180. Шиберные устройства применяются для прессов с числом ходов до 90 в I мин и имеют привод от ползуна пресса или штампа. Иногда для удаления крупных заготовок применяют шиберные сбрасыватели с индивидуальным пневматическим приводом, а также крючковые устройства.
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


