
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Автоматизация и механизация листовой штамповки 35. Количество средств механизации процессов ковки на паровоздушных ковочных молотах
иый пресс простаивает. Рациональнее применять специальные посадочные машины (шаржир-машины). Ковка на паровоздушных и пневматических ковочных молотах. При изготовлении поковок на ковочных молотах следует механизировать технологические и транспортные операции: подачу нагретой заготовки к ковочному молоту, ковку заготовки, удаление поковки и отходов от молота. Рекомендуемое количество средств механизации на участке паровоздушного ковочного молота приведено в табл. 35. Процесс изготовления поковок на пневматических молотах рекомендуется механизировать при массе падающих частей молота св. 0,25 т. На участках молотов свободной ковки с массой падающих частей до 1 т наиболее удобны безрельсовые манипуляторы и подвесные или безрельсовые посадочные машины. Грузоподъемность основных средств механизации приведена в табл. 36. Ковка на гидравлических ковочных прессах. При ковке на гидравлических прессах рекомендуется механизировать следующие технологические и транспортные операции: подачу нагретой заготовки (слитка) к прессу, ковку заготовки, удаление поковки от пресса и металлоотходов от пресса, подачу инструмента, смену ковочных бойков. Процессы биллетировки слитков, ковки гладких и ступенчатых валов рекомендуется автоматизировать путем установки ковочных комплексов пресс-манипулятор. Рекомендуемое количество средств механизации процессов ковки на гидравлических прессах приведено в табл. 37. Рекомендуемая грузоподъемность основных средств механизации приведена в табл. 38. В соответствии с ГОСТ 7284-80 *Е для прессов с номинальным усилием 2-3,15 МН вместо выдвижного стола 36. Грузоподъемность основных средств механизации при изготовлении поковок иа ковочных молотах
37. Количество средств механизации процессов ковки иа гидравлических прессах
о8. Грузоподъемность основных средств механизации процессов ковки иа гидравлических ковочных прессах 1рузоподъемность, i
примечание. В числителе дана грузоподъемность главной тележки крана, в знаменателе - вспомогательной. допускается применять поворотный стол с параметрами по согласованию с потребителем. Оборудование для механизации и автоматизации процессов свободной ковки Ковочные мостовые краны. Предназначены они для выполнения подъемно-транспортных операций в процессе ковочных работ, включая подачу нагретой заготовки на стол пресса и съем со стола, поддержание заготовки за один конец, кантование слитка, регулирование его положения на столе пресса, а также для транспортирования и установки тяжелых приспособле- ний для ковки в кузнечно-прессовых цехах. Кран состоит из моста, механизма передвижения крана, главной тележки, вспомогательной тележки, электрокантователя, кабины управления и электрооборудования. Главная тележка предназначена для подъема и перемещения вдоль моста тяжелых грузов (подача слитков под пресс, кантование в процессе ковки). Вспомогательная тележка предназначена для подъема и перемещения вдоль моста небольших грузов (переброска и установка инструмента, поддержка концов заготовки в процессе ковки, поддержка оправок, патронов). 39. Технические характеристики ковочных кранов
Техническая характеристика кранов грузоподъемностью 30 и 250 т приведена в табл. 39. Ковочные поворотные краны. Применяют их главным образом в кузнечных Цехах, оснащенных молотами свободной ковки с массой падающих частей 0,5 т и выше. Их используют для загрузки нагревательных печей заготовками, подачи нагретых заготовок от печи к молоту, изменения положения заготовки в процессе ковки, удаления готовой поковки от молота. Между массой падающих частей ковочных молотов и грузоподъемностью поворотных кранов существует определенная взаимосвязь (табл. 40). Склизы. Наклонные лотки (склизы) являются простейшим транспортным устройством для перемещения на малые расстояния относительно легких заготовок от нагревательных устройств 40. Рекомендуемые значения массы падающих частей ковочных молотов и грузоподъемности ковочных поворотных кранов
к молоту, от молота в тару. Рекомендуется принимать угол наклона склиза равным 20-40°. Применяются также наклонные роликовые желоба, состоящие из двух боковых полос, соединенных рядом неприводных роликов. Конвейеры. Для передачи поковок в горячем состоянии применяют пластинчатые конвейеры с движущейся лентой из штампованных звеньев типа траков гусеничного трактора. Рекомендуемая скорость леиты конвейеров, подающих заготовку от печи к молоту или от молота к молоту, 0,65 м/с; оптимальная ширина ленты 360 мм; длина конвейера не более 3200 мм. При больших углах наклона ленты применяют цепно-скребковые конвейеры, состоящие из двух рядов параллельно движущихся цепей с закрепленными на них скребками. Скребки передвигают перед собой поковку по желобу. Роликовые конвейеры приводные и неприводные. Конвейеры приводные эффективны при передаче заготовок на сравнительно большие расстояния. Расстояние между роликами не датжно быть больше половины минимальной длины заготовки (слитка) плюс 100 мм. Ролики имеют обычно диаметр 150- 450 мм. Посадочные машины (шаржир-ма-шины). Предназначены оии для подачи заготовок к нагревательной печи, загрузки их в печь, выдачи заготовок из печи и подачи к манипулятору или к ковочному прессу. Посадочные машины бывают четырех типов. Напольные рельсовые машины применяют для обслуживания камерных печей на участке гидравлических прессов усилием до 12,5 МН (табл. 41). При установке одного или двух ковочных прессов посадочная машина подает слиток из печи в зону действия ковочного манипулятора. При трех ковочных прессах посадочная машина подает слиток от нагревательной печи на поворотный стол, расположенный рядом с прессом. Напольные безрельсовые машины применяются для загрузки нагревательных печей и подачи нагретых заготовок к молотам. Такая посадочная машина может обслуживать до шести нагревательных печей. Источником питания служат аккумуляторные батареи. При массовом и крупносерийном производстве для загрузки нагревательных печей с вращающимся подом применяют напольные стационарные машины. При ограниченных площадях в цехах применяют подвесные посадочные машины. Кантователи. При недостаточной грузоподъемности напольного манипулятора, а также при его отсутствии применяют электрические кантователи, подвесные и напольные. Подвесные кантователи подвешиваются к крюку крана и управление ими осуществляется из кабины. Кантователи работают также совместно с манипуляторами, поддерживая свободный конец длинной поковки. Кантователь ковочный подвесной, предназначенный для обслуживания ковочных молотов с массой падающих частей 2,0-3,0 т, подвешивается на крюк крана за рым-болт с пружинной подвеской, служащей для амортизации динамической нагрузки от удара молота. Заготовка, подлежащая кантованию, лежит одним концом на бойке молота, а вторым - поддерживается на весу цепью. Перемещение цепи обеспечивается звездочкой, привод которой осуществляется от электродвигателя через пару зубчатых колес и червячный редуктор. Сила трения между цепью и поковкой обеспечивает кантование последней и 41. Технические характеристики основных напольных рельсовых посадочных машин
исключает проскальзывание цепи. Мгновенная остановка и фиксация заготовки в определенном положении на бойке осуществляется дисковым электромагнитным тормозом. При ковке коротких заготовок или слитков, когда большая часть веса поковки приходится на боек, а не на поддерживающую цепь и кантовка затруднительна, применяют дополнительные устройства в виде противовесов. Кантователь ковочный подвесной с патроном-манипулятором (рис, 45) применяется для захвата и кантовки поковок массой до 1,0 т. Патрои-манипулятор используется совместно с подвесным кантователем, подвешенным на крюке крана, и выполняет все технологические перемещения в процессе ковки: подъем и опускание поковки с помощью крана, вращение ее вокруг горизонтальной оси, захват клещами. Привод механизма перемещения осуществляется от электродвигателя, который одновременно обеспечивает работу масляного насоса гидросистемы клещевой головки. 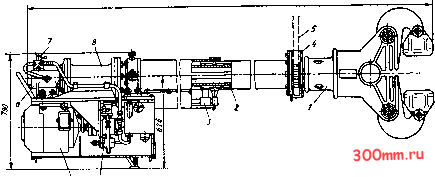 Ю Я Рис. 45. Кантователь ковочный подвесной с патроном-манипулятором грузоподъемностью 10 кН: 1 - клещевая головка; 2 - рама хобота; 3 - механизм перемещения, обеспечивающий горизонтальное положение патрона; 4 - звездочка; 5 - цепь; 6 - масляный коллектор; 7 - регулятор гидравлической системы; S - гидроцилиидр со штоком клещевого механизма; 9 - масляный насос; 10 - электродвигатель масляного иасоса и механизма перемещения 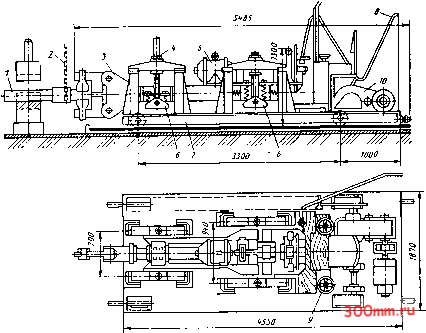 Рис. 46. Кантователь напольный рельсовый; ; поковка; 2 - крановая цепь; 3 - хобот; 4 - пневмоцилиндр механизма зажима и разжима клещей; 5 - электромеханический привод хобота; 6 - подвески с пружинными амортизаторами; 7 - рама кантователя; S - бронированный кабель электропитания; 9 - механизм регулировки вращения хобота и хода тележкн Технические характеристики кантователя следующие: Грузоподъемность, т......1,0 Размер зажимаемых заготовок, мм: наибольший.........370 наименьший.........180 Максимальная длина поковки, мм..............1500 Мощность электродвигателя, кВт 2,8 Частота вращения электродвигателя, об/мин .........850 Основные размеры патрона, мм: длина............ 4740 высота ...........780 Кантователь напольный рельсовый (рис. 46) применяется у матотов свободной ковки для удержания заготовки в процессе ковки, кантования заготовки и для удаления ее из рабочей зоны после окончания ковки. Привод механизма перемещения кантователя электромеханический. Вращение хобота с клещами осуществляется электродвигателем через планетарную передачу. Планетарная передача с электродвигателем и хоботом смонтирована на раме, подвешенной на подвесках с пружинными амортиз.э-торами. Зажим и разжим клещей хобота производится через систему рычагов пневматическим цилиндром. Цилиндр работает при давлении сжатого воздуха 5-10 Па Кантователь имеет несколько пар клещей и может зажимать заготовки различного размера. Технические характеристики кантователя напольного рельсового следующие: Частота вращения клещей, об/мин 19 Скорость перемещения тележки, м/мин.............30 Угол поворота хобота, градусы 180 Ширина колеи, мм ......1524 Диаметр ходовых колес тележкн, мм..............300 Высота подъема хобота, мм - . . 550 Диаметр зажимной заготовки, мм: наибольший.........205 наименьший.........105 Столы. Столы подъемно-поворотные грузоподъемностью 0,5; 1;2 т применяют для механизации работ на прессах и ковочных молотах с массой падающих частей 1-5 т. Заготовку шаржир-машиной или дру- гим механизмом извлекают из печи и укладывают на подъемно-поворотный стол. В нерабочем положении поверхность стола находится на уровне пола. При верхнем (рабочем) положении стола нагретую заготовку манипулятором подают на ковочный пресс или молот. Технические характеристики подъемно-поворотных столов приведены ниже: Грузоподъемность, т........0,5 1,0 2,0 Высота подъема, мм....... 800 800 800 Угол поворота, градусы.....180 180 180 Частота вращения плиты, об/мин . . 4-6 4-6 4-6 Диаметр плиты, мм....... 750 750 750 Масса, т..... 1,0 1,3 1,5 Для оснащения ковочных молотов с массой падающих частей 1-5 т применяют столы поворотные неприводные. Поворот на 180° осуществляется под действием веса заготовки, за счет установки верхней (поворотной) части стола под небольшим углом и размещения шариков подшипника концентрично центральной оси стола. Стол поворотный приводной грузоподъемностью 7,0 т применяют для механизации работ на гидравлических ковочных прессах усилием 8,0- 12,5 МН. Технические характеристики таких столов приведены ниже. Грузоподъемность, т......7,0 Частота вращения плиты, об/мин 5 Поворот плиты, градусы .... 180 Габаритные размеры, мм: диаметр ........... 2100 высота ...........1000 Время поворота заготовки, с , . 6 Мощность электродвигателя, кВт 1,7 Частота вращения электродвигателя, об/мин..........1420 Масса, т............1,8 Манипуляторы для подачи инструмента. Крупные прессы оборудуют специальными гидравлическими подъемниками для подъема тяжелого инструмента. Для осуществления подъема и подачи инструмента в рабочую зону пресса применяют специальные рельсовые и стационарные манипу-
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


