
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Автоматизация и механизация листовой штамповки
2. Определение массы детали Л!д и предварительная оценка массы поковки Лп (/Мп == 1,5Мд). 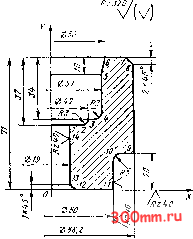 3. Вычисление припусков на отрезки контура, соответствующие механически обрабатываемым поверхностям, по табличным данным с учетом Мл, параметра шероховатости поверхности, группы точности, предварительно назначенной степени сложности поковки и характеристики отрезка L: 2 .Чертежно-графические автоматы Рис. 1. Рабочий чертеж детали для кодирования
L = {Xi + лг(+,) cos Рг + 1 0,51 + + yi \ -\Уб llcos ai, где i/g - ордината базы механической обработки; XI, у1 и дгг+1, У1+1 - координаты соседних вершин, контура детали (ось вращения здесь и далее считается совмещенной с осью Y); cos Pi = УШ - Vi /(а-,Ч1 - XiY + {уш - Уд COS at = (г+l - Xi) + (УШ - yif L принимается за толщину (высоту), длину или ширину поковки при определении припусков по ГОСТ 7505-74*. 4. Построение контура детали путем параллельного переноса отрезков на величину рассчитанных припусков и увеличения радиусов сопряжения отрезков на полусумму припусков, а также исключения точек, образующих петли . 5. Перестроение контура детали от-резка.ми, образующими наружные и внутренние уклоны из тех вершин, которые служат началом отрезков с направляющими косинусами, не удовлетворяющими ограничениям на направляющие косинусы уклонов. 6. Определение координат точки пересечения контура поковки наружной плоскостью разъема штампов, при этом необходимым переносом отрезков обеспечивается толщина поковки не менее минимально допустимой, устанавливаемой регрессионным анализом. 7. Определение координат точки пересечения контура поковки внутренней плоскостью разъема штампов; при этом обеспечивается толщина поковки не менее минимально допустимой, устанавливаемой регрессионным анализом. 8. Перестроение контура детали в области кольцевых углублений отрезками, перпендикулярными оси вращения; рассчитывают среднюю ширину углубления а; если а (Qniin определяют регрессионным анализом), углубление закрывают; если а > Omin, устанавливают среднюю глубину отверстия I 0,8а. 9. Перестроение контура в области центрального отверстия отрезками, перпендикулярными оси вращения; 3. Устройства ввода-вывода графической информации в вычислительных машинах СМЗ,
если диаметр отверстия со стороны торца поковки d < dmm (min определяют регрессионным анализом), отверстие закрывают; если d > dnun, образуют двусторонние углубления с перемычками в зависимости от отношения fto/rf, где ho - высота поковки по краю отверстия. 10. Построение контура прошиваемого отверстия. 11. Перестроение контура по пп. 4- 10 отрезками, образующими напуски на мелкие элементы контура, из условия 0,05 + 0,03 где М - масса вводимого дополнительного напуска на элемент s; aTjs - абсцисса ближайшей к оси вращения вершины этого элемента; дгр н - абсцисса точки пересечения контура поковки наружной плоскостью разъема штампов. 12. Перестроение контура по пп. 4- 11 введением радиусов скругления внутренних и внешних углов в тех вершинах, где они ранее отсутствовали, по табличным данным. 13. Вычисление допусков на размеры диаметров контура по табличньпи данным с учетом уИц, материала детали, предварительно назначенных степени сложности и группы точности поковки. 14. Вычисление допусков на размеры по высоте по табличным данным, с учетом отклонений на неравномерность износа гравюры и недоштам-повку в зависимости от положения отрезков контура по пп. 4-12 относительно плоскости разъема штампов. 15. Вычисление массы поковки в соответствии с размерами контура по 1. Кодирование технологической и геометрической информации о детали (см. рис. 1) 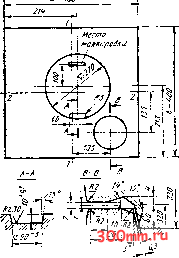 Рис. 2. Габаритный чертеж ковочного штампа [35]: Технические требования: 1. Штампы изготавливать согласно СТП 2. Обработку хвостовиков и шпоночных гнезд кубиков проводить по черт. № 400-31674 3. Окончательный ручей штампа изготавливать по чертежам шаблонов на ковочный штамп с точностью по 1Т11 СТ СЭВ 145-75 А. 1 - 1 - ось хвостовика; 2-2 - ось шпонки 5. Штампы маркировать маркой сталИе номером комплекта, шифром детали ПП. 4-12, С учетом половины предельных положительных отклонений наружных размеров и половины предельных отрицательных отклонений внутренних размеров и размеров отверстий; определение степени сложности поковки по ГОСТ 7505-74*; при существенном расхождении массы поковки с предварительно оцененной в п. 2 и степени сложности поковки с ранее назначенной при кодировании чертежа детали проводят перепроектирование контура поковки по пп. 3-14. 16. Определение для технических требований на поковку допускаемых отклонений на смещение штампа по плоскости разъема, иа несоосность прошиваемого отверстия и внешнего контура поковки, на изогнутость и неплоскостность поковки и допускае- мого размера заусенца по периметру среза. 17. Составление программы декодирования графической и текстовой информации для выполнения рабочего чертежа поковки на чертежно-графи-ческом автомате. Основные этапы проектирования молотового штампа для круглой в плане пъковки следующие. 1. Выбор молота по расчетной массе падающих частей G и максимальному диаметру поковки по табличным данным. 2. Определение размеров мостика заусенечной канавки; выбор типа зау-сенечнойканавки и размеров ее магазина по табличным данным. 3. Определение диаметра Dq осаженной заготовки из условий Do = 0,72 -Ь 0.5Vh) (1 +0,0\т); Du>D > Dp, где Vn - объем поковки; V - объем магазина заусенечной канавки; т - процент угара; Dp - внутренний дна метр реборды поковки. 4. Определение диаметра D (мм) замка штампа из условия D = Dk -f--Ь (5-5 10), где Dk - внешний диаметр заусенечной канавки; определение высоты замка Н - по табличным данным с учетом 0. 5. Определение ширины а и длины Ь штампа (рис. 2) из условий а - с + е; b = c + ei с= 0,5D + (1-ь1,5) Н; 0,5оп,ах > е > 0,5 (D -Ь D -Ь + 40) созаЧ- 0,5Do + 15; е = 0,5 (D Ч- D -Ь 40) sin а + + 0,5D,+ 15, где 0,5aniax - максимальное расстоя ние от оси бабы до правой направляющей молота; а - угол, определяемый после подстановки значений е и е в условие \е -е = min; все размеры-в мм. 6. Выбор размеров ближайшей большей заготовки штампг. по табличным данным с учетом G, а и 6; определение высоты (мм) верхнего штампа Нв по табличным данным и высоты нижнего штампа Ян = + 50. 7. Поверочный расчет опорной поверхности штампа по условию аХЬ - - 0,5я (D + Dg) > 3,00 О, где размеры а 6, D, Dq в мм, G-масса в т. 8. Определение толщины стенки штампа между ручьем и выемкой под клещевину, ширины и глубины выемки, радиусов сопряжения стенок выемки по табличным данным с учетом G и D. 9. Определение координат места простановки шифра поковки . 10. Построение (для шаблона, контролирующего изготовление ручья штампа) контура горячей поковки по контуру холодной поковки с учетом теплового расширения. 11. Составление программы декодирования информации для выполнения на чертежно-графическом автомате габаритного чертежа штампа с указанием габаритных размеров, размеров замка, заусенечной канавки, площадки для осадки, замка, размеров клещевины и чертежа шаблона для контроля ручья штампа. Оптимизация выбора заготовок для круглых в плане поковок производится Путем перебора размеров осаженных заготовок и выбора таких размеров, для которых при минимальной массе заготовок полностью заполняется по расчетам гравюра окончательного Ручья штампа. асчеты формоизме- нения проводят, используя кинематически возможные скорости пластического течения материала заготовки в штампе: X (hi - Ло) Vy=Vo + (Wi - Оо) X (vo - vi) dx; hi- hi, (.-Яо) + (Л.-.)- у (hi - hor X (t o - Vi) dx, где X - радиальная координата; у - осевая координата; vi и Vq ~ скорости, равные соответственно [ - t> при y = hi(x)=rHi(x); - VI (X) при I/ = ,1. (л;) < Hi {X); { - (X) при y=ha (X) > Яо <)! О при (/ = ha (X) = Яо (X). Здесь V - скорость верхнего штампа; hi (х) и Ао {х) - функции, описывающие контуры продольных сечений торцовых поверхностей заготовки в верхнем и нижнем штампах; Hi (х) и 0 W - функции, описывающие контуры продольного сечения поверхностей гравюр верхнего и нижнего штампов; б] (дг) и (х)- функции, находимые из условия минимума мощностей внутренних сил и сил контактного трения при заполнении гравюры: где Oj - среднее напряжение текучести материала заготовки при средней температуре штамповки, среднеин-тегральных значениях степени и скорости деформации материала; Тк - среднее значение сил контактного трения; Vxi, Vyi и Vxo, iiyo - значения скоростей Vx, Vy иа контактных поверхностях заготовки в верхнем и нижнем штампах Si и So (рис. 3); V3 - объем заготовки. Мики.мизация массы заготовок для круглых в плане поковок проводится путем следующих расчетов. 1. Находят для поковок типа дисков со ступицей и ребордой (рис. 4) средние значения толщины перемычки 2/i под прошивку центрального отверстия, высоты ступицы 2I2, толщины диска 2/3, высоты реборды 21, толщины заусе-нечного мостика 21, внутренних и наружных диаметров ступицы 2xi и 2x2, реборды 2хз и 2Xi, наружного 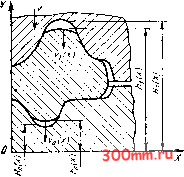 Рис. 3. Рачетная модель формоизменения поковки диаметра заусенечного мостика ix из условия сохранения объема поковки и равенств 2 = ha, х - xi - 63, где Лз и 63-соответственно толщина и ширина мостика заусенечной каиавки. 2. Выбирают пары возможных значений диаметра и высоты осаженных еаготовок Dq и Hq из условий Do=2xs+ (0,2 ч- 1,8) {xt - xs); = (1.2- 1,5) Vn. 3. Задают половину малого перемещения Д5 верхнего штампа в пределах Д5 = (0,2+0,5)/5 и определяют иа каждом шаге вычислений п - \, 2, 3, ... положение элементов гравюры верхнего штампа: (yi)n = (yi)n-i + (Д5) ; Ып = (Цг)п.1 + (Д5) ; {Уь)п = (Уз)п-1 + (Д5)п;  Рис. 4. Расчетные модели поковки и гравюры штампа для минимизации массы поковки Ып = (Удп-t + (AS) ; (Уъ)п = (i/5)n-i + (AS) ; положение торцовых элементов заготовки, соответствующих набору металла под ступицу и реборду: (Удп = {у{)п-1 - (удп, {У})п = (У1)пЛ - (У))п и положение внешнего радиуса заготовки где индексы п и п - 1 - шаги вычислений. Нз первом этапе расчета (!/i)o = (Удо = 0,5Я(,; (дгу) = 0,5Do; + [i)n--4]iУi)n-l (AS) ; (й)п-1 X (Д5) . При этом, если по расчетам (АуОп > > (Д5)п, то принимают (Дг)п = = (Д5) ; если {х})п = х, то переходят к определению (ДугО и {xj)n по зависимостям для третьего этапа расчетов п. 5, заменяя в них х на х и принимая xs= xi и {УJ)n.l = {У})п= 0. Если при этих вычислениях (Д(/0 < с (Д5) , где х1 + (х) ,-д д: - то полагают (Д!/,)/ = ()п и (ДХ;) = 0. ЕГсли на первом этапе расчетов (i/j) = /5, что означает смыкание штампов, то расчеты прекращают; если 0/i)n = Шп, то переходят ко второму этапу расчетов. 4. На втором этапе расчетов величины {Лу{)п, (Ai/j) и (Ajtj) определяют по зависимостям (%)п = {з4 + 4)хШ)п-, + х1 {х1 - х1) X X [()ч-, - ] X i xl I 3 (У;)п-1 - {Уз)п-1 ( xj x2 - xi (4-)(!/з).п-1 д:1 -f Xix, - 2x1 2 КЗ {xi + дг2) (1/3) -i Дз - a j (Aj/,)n-i (Уз)п-1 (AS) , (AS) ; д: - д:? I x + xi - xl j (Ai)n (AS) (Д)п; = 2(.,)J( ) , X к {4-b - 1 +(1 - ?)+ + Wt()--3]}(S) , где /г = 0 на первом шаге вычислений второго этапа и = 1 на последующих шагах. При этом, если по расчетам (Д1/г)п (AS) , то принимают iyi)n = (Д5) ; если (Ai/j)n> (AS) , то принимают (Ai/j)n - (AS) ; если (.%) = li, то расчет прекращают. Если 1у1)п = (1/2)71. то иа последующих шагах вычислений принимают (Ayi)rl= = (Д5)п; если (!/; ) = (i/4)n, то на последующих шагах вычислений принимают (Д(/у) = (А5)п. Если < - (AS) то вычисления (Д!/г)п и (Д1/;)п ведут по зависимостям (Дг/;)п = д:1 - д: / 1 V J v2 2 3 ()п-! (Уз)п-1 X )->t3 - а - (Д5) ; (1) [ - 4] {У!)п1 X (Д5) , где on - радиус границы раздела течения металла в дисковой части заготовки: on = 0,5 (дга -Ь дгз) - X, -f Xg {Уз)п-1 - з;-1 2(д:3-х) - 0,125 (Atj - x-i)- - (i)n-i - (/з)п-1 дгг -ATi (Д!/;) -1 (/)-!- - Ып-1 (Д5)п-, /3(.2) (г/з)п-1- При ап<32 полагают - х. Если (дг) = xi, то переходят к третьему этапу расчетов. 5. На третьем этапе расчетов величины (Ai/i)rt, (yj)n и (Дл:у)п определяют по зависимостям (Дг/г)п = xlxfA A:i4 (3X2 + д2) + -f 1 (xl ~ а:) (д: - дг) ? (д:!-f д:-л:1) ( - atj) , 2 (i/j)n-i - (i/5)n-i , /2 - (;)n-i 2 - 1 Ып-1
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


