
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Автоматизация и механизация листовой штамповки большими затратами машинного времени (ие более 2 мин). Помимо экономного расхода материала, при выборе варианта раскроя учитывается ряд экономических факторов, оказывакн хцих влияние на эффективность изготовления листовых деталей в целом <затраты на проектирование, изготовление и амортизацию оснастки, заработная плата производственных рабочих). В основу пакета программ положены результаты классификации деталей и исходных материалов по следующим параметрам: вид исходного материала (лист, лента, рулон); вид исходной заготовки, поступающей на штамповочную операцию (полоса, лента); тип штампа (простого действия, совмещенного действия, последовательного действия); уровень автоматизации подачи материала (неавтоматизированная, автоматизированная); рядность (однорядный, двухрядный, п-рядный); особенности типа раскроя (безотходный, малоотходный, с отходами); особенности конструкции штампа (двухпуансонный, однопуан-сонный для штамповки через шаг, с последующим поворотом полосы на 180°). Пакет программ Раскрой-АРМъ предназначен для диалогового проектирования плана раскроя полосы на фигурные заготовки. Технической базой для решения задачи является автоматизированное рабочее место <АРМ-М). Для ввода координат контура штампуемой детали может быть использован планшет кодирования графической информации (ПКГИ). Поиск рационального варианта раскроя производится методом секущих, параллельных направлению перемещения полосы. Диалоговые процедуры при поиске связаны с выбором угла поворота контура при расчете очередного варианта раскроя, указанием точности расчета шага штамповки и шага семейства секущих. Диалог строится по принципу выбора из меню и ведется с помощью алфавитно-цифрового дисплея, входящего в состав АРМ-М. Для контроля исходных данных о контуре штампуемой детали и визуальной оценки спроектированного варианта раскроя используется графический дисплей УПГИ. Одобренный проектировщиком вариант раскроя прочерчивается на чертежном автомате АП 7251. Данные об угле поворота контура детали, ширине полосы, шаге штамповки, коэффициенте раскроя печатаются в виде табуляграммы. Для контроля распечатываются также координаты узловых точек исходного контура детали. По желанию проектировщика поиск наилучшего варианта раскроя может быть реализован в автоматическом режиме путем последовательного перебора с заданным им шагом всех вариантов. При разработке программ был использован адаптированный к АРМ графический пакет PAD-EC. Программы разработаны на языке ФОРТРАН и работают под управлением дисковой операционной системы АРМ (ДОС-АРМ). Среднее время проектирования раскроя полосы или леиты для одной штампуемой детали 15- 20 мин. За счет более рациональной укладки деталей в полосе экономится 2-5 % материала. Технологические расчеты. Пакет прографим для расчета параметров вытяжных переходов для цилиндрических и прямоугольных корпусов. Диаметр штампуемых деталей (D) 3- 75 мм, высота (Н) до 150 мм. Программа 0PERA3 рассчитывает данные для типового трехоперационного процесса комбинированной вытяжки стальных цилиндрических корпусов на прессах двойного действия (D > 15 мм, Я > 60 мм). Программа АВТОМАТ определяет параметры вытяжки стальных цилиндрических корпусов на многопозиционных вытяжных автоматах (D < 15, Н < 60); программа POOPER - для стальных цилиндрических корпусов, изготовляемых на кривошипных и гидравлических прессах (D < 15, Ж 60). Программа НТАМРР рассчитывает параметры вытяжки без утонения прямоугольных корпусов. Расчет ведется на ЭВМ ЕС 1022 или ЕС 1033. Исходными для расчета являются сведения о форме и размерах штампуемой детали, материале, радиусах закруглений на последнем переходе, годовой программе. Табуляграммы с результатами расчета содержат сведения об усилии вытяжки и прижима, размерах полу- J 11 Рис. 9. Типовые формы отверстий фабриката после каждого перехода, параметрах вытяжных матриц и пуансонов по переходам, типоразмерах применяемого штамповочного оборудования. Пакет программ расчета параметров технологического процесса изготовления деталей из листа предназначен для комплексного решения следующих задач: расчет координат привязочных точек отверстий детали относительно базовой системы координат шаблона; поиск выбора требуемых комплектов пуансон-матрица; определение рациональных путей обхода пробиваемых отверстий; проектирование технологических операций изготовления отверстий в обрабатываемой детали; разработка управляющих программ (УП) для изготовления фиксаторных отверстий в шаблоне иа станках с ЧПУ; разработка УП для изготовления отверстий в деталях на станках с ЧПУ; составление необходимой проектно-технологической документации. В состав последней входят таблицы координат пробиваемых отверстий; сведений о наборах штампов, вставляемых в револьверную головку пресса за одну наладку, и схема расположения пробиваемых отверстий или чертеж шаблона. Исходными для проектирования на ЭВМ данными являются кодированные сведения о чертеже штампуемой детали. Язык описания чертежа обеспечивает рациональное сочетание возможностей поэлементного и группового кодирования формы и расположе- ния пробиваемых отверстий, учитывает практически все возможные способы задания размеров на чертеже, обеспечивает компактность описания, относительно небольшие затраты времени на его составление. Основные типовые формы пробиваемых отверстий приведены на рис. 9. Оси ху используются для привязки элементов к базовой системе координат шаблона. Исходя из кодов типовых отверстий детали, описанных в исходном задании на автоматизированное проектирование, определяется набор оснастки (комплектов пуансон-матрица) для обработки данной детали и рациональное их расположение на прессе. Данные о полном наборе оснастки хранятся на внешних носителях ЭВМ. Предусмотрена возможность занесения данных о новых и корректирования сведений об изменившихся конструкциях оснастки. Для формирования таблицы координат все пробиваемые отверстия одинаковой формы, размеров и ориентации объединяются в группы, определяются рациональные пути обхода отверстий в каждой группе, формируются группы штампов, устанавливаемых за одну наладку. При конструировании шаблона определяются диаметр отверстия под фикса-торные пальцы, габаритные размеры, положения установочных пальцев и мест под применение шаблона. Каждому отверстию на чертеже присваивается порядковый номер. Вычерчивание чертежей шаблонов производится на чертежных автоматах. Автоматизация проектирования технологического процесса изготовления деталей сокращает время проектирования в 10-12 раз, снижает его стоимость в 8-10 раз, обеспечивает получение экономического эффекта для средней детали (300-400 отверстий) в размере 60-80 руб., повышает качество проектов, освобождает технолога от утомительной, рутинной работы. Проектирование технологических процессов изготовления деталей из листа. Пакет программ <!.Технолог-1ъ предназначен для автоматического проектирования индивидуальных технологических процессов на основе применения групповых методов обработки деталей. Пакет состоит из следующих программ: АНАЛИЗАТОР - обеспечивает проведение классификации деталей из листовых материалов по виду применяемых формоизменяющих операций на основе группирования по типам оборудования и размерным характеристикам; РАЗВЕРТКА - выполняет расчет развертки типовых изогнутых и полых деталей; РАСКРОЙ - обеспечивает выбор рационального варианта раскроя штампуемого материала, рассчитывает его параметры и нормативные данные; ВЫТЯЖКА-1 - производит расчет параметров исходных и промежуточных заготовок для многооперациониой вытяжки цилиидрических и коробчатых деталей; ВЫТЯЖКА-2 - обеспечивает расчет параметров операции последовательной вытяжки в ленте; ШТАМП - формирует техническое задание иа проектирование разделительных штампов простого действия и совмещенного действия, вычисляет усилие вырубки-пробивки, определяет типоразмер требуемого штамповочного оборудования; МАРШРУТ-1- - определяет последовательность штамповочных и вспомогательных операций для изготовления плоских деталей; МАРШРУТ-2 - определяет последовательность штамповочных и вспомогательных операций для изготовления полых деталей. Реализованные в пакете программ Технолог-1 алгоритмы построены о учетом влияния параметров совокупности деталей, изменения программы их выпуска и состава технических средств предприятий на выбор варианта технологического процесса холодной листовой штамповки. Исходными данными для проектирования технологического процесса являются сведения о конфигурации и размерах детали; ее номере, наименовании, толщине и марке штампуемого материала, количестве деталей в партии, годовой программе выпуска, сведения о термообработке и покрытии. С помощью технологического классификатора определяются и заносятся в бланк-задание на автоматическое проектирование данные об особенностях геометрической формы и размерах детали в целом, типовых элементов ее наружного и виутреииих контуров, типовых простраиствеииых элементов, влияЮ11;их на расчет развертки. Описываются такие элементы формы детали, как рельефы, отбортовки, подрезы, ребра жесткости и пр. Типовые конфигурации деталей и их элементов, приведенные в классификаторе, разделены иа следующие группы: типовые конфигурации, получаемые гибкой (угольник, скобы, V- и Z-образиые детали); типовые конфигурации, получаемые вытяжкой; типовые конфигурации наружного контура разверток и плоских деталей, отверстий в деталях (круг, сектор, кольцо, овал, прямоугольник, параллелограмм, трапеция и т. д.); типовые комбинации круглых и фасонных отверстий; типовые плоские элементы с незамкнутым контуром (скругления, фаски, угловые вырезки, пазы, выступы и др.); типовые простраиствеиные элементы (ребра жесткости, пуклевки, прочески, отбортовки); типовые элементы, обрабатываемые резанием (отверстия, зенковки, скосы, ступени по толщиие, пазы и др.). Для каждой типовой конфигурации в классификаторе указаны код, схема простановки размеров, приведены их буквенные и цифровые обозначения. В ЭВМ вместе с программой проектирования, определяющей последовательность реализации отдельных его этапов и принятие технологических решений, находятся сведения образующие информационную базу про- ектирования технологических процессов. К ним относятся: сведения о марках штампуемых материалов; данные по сортаменту листов и лент; данные о прессовом оборудовании, об оборудовании заготовительного участка; данные об оборудовании для слесарно-механической обработки; данные о применяемой технологической оснастке; технологические данные и нормативные данные, применяемые в расчетах; сведения о наименовании и содержании основных операций и переходов холодной листовой штамповки и сле-сарно-механической обработки. При внедрении программы проектирования ТП необходимо произвести корректировку содержимого базы данных в соответствии с условиями проектирования, существующими на конкретном предприятии. Оптимальный экономический вариант технологического процесса выбирают по критерию минимальной технологической себестоимости. При этом, исходя нз требуемого количества штампуемых деталей, точности изготовления и других технологических ограничений, прежде всего определяют возможность и целесообразность изготовления деталей в универсальных штампах прогрессивными методами поэлементной штамповки и затем уже отдают предпочтение специальным штампам. Результатом работы программы проектирования ТП является маршрутная технологическая карта, содержащая следующие данные по каждой операции: номер цеха, наименование и содержание операции, количество ударов (ходов) пресса, наименование и шифр оборудования, его мощность, данные об оснастке, вспомогательном, мерительном и режущем инструменте, шифре профессии и разряде рабочего, штучном и подготовительно-заключительном времени и расценках. Расчетные данные - исходные для проектирования технологической оснастки печатаются в виде специальной таблицы (тип штампа, данные о заготовке, шаг подачи, ширина полосы, данные о перемычках, параметры раскроя заготовки, число переходов вытяжки, данные о размерах детали после каждого перехода и др.). Пакет программ Техиолог-1 ориентирован для применения иа ЕС ЭВМ с минимальным объемом оперативной памяти 256 Кбайт. Язык программирования ФОРТРАН-4. Операционная система ДОС ЕС. Среднее время выполнения расчетов для одного пакета программ 2 мин. Сроки выполнения технологических расчетов сокращаются в 2-3 раза, на 5-8 % улучшается коэффициент использования раскраиваемого материала, иа 25-40 % повышается качество технологических решений и проектной документации. Автоматизация проектирования штампов Разработанные программные системы предназначены для проектирования в основном разделительных штампов (типовых конструкций) совмещенного, последовательного и простого действия, применяемых в радиотехнической промышленности, приборостроении, трак-торосельхозмашиностроеиии и других отраслях промышленности. Реализованные в программах методы позволяют в автоматическом режиме проектировать штампы для изготовления плоских деталей с произвольной формой наружного контура и отверстий. Проектирование штампов ведется иа основе максимальной стандартизации, унификации и типизации конструкций штампов, их узлов и деталей, элементов деталей, типовых проектных решений. Возможности алгоритмического метода проектирования штампов ограничены, таким образом, конечным набором базовых конструкций штампов, их узлов и деталей. Последние разделяются иа стандартные и типовые. Для стандартных деталей строго регламентированы форма, размеры, точность изготовления, шероховатость поверхности и другие характеристики; для типовых характерно наличие унифицированных по форме и оригинальных элементов. Сведения о типоразмерах деталей и узлов штампов, условиях их применяемости, характеристиках материалов штампуемых деталей, сведения о штамповочном оборудовании, справочная технологическая информация, описание типовых изображений - фрагментов чертежей штампов - образуют базу данных, с которой взаимодействуют программы проектирования штампов.
Перфоратор Бланки входной документации ] Инструкция по подеотовке задания на проектирование Конструктор 1 Бтик- чертежи 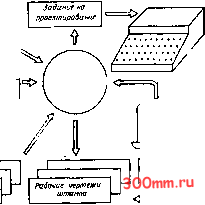 Программа проектирования на пагнитной ленте Табулягрампа с резупьтатат проектирования - Специгрикация деталей штампа ЭВМ сс югг I ИТЕКАН-2Г1 \/ Рнс. 16. Схема фуньцнонировання системы автоматизированного проектирования штампов Основным методом, реализованным в разработанных системах автоматизированного проектирования штампов, является метод проектирования по типовым представлениям. Последние являются элементами базового набора конструкций штампов, их узлов, деталей. Выбор типовых представителей производится иа основе анализа информации, содержащейся в задании на проектирование штампа. В общем случае проектирование деталей штампов сводится к выполнению следующих проектных процедур: выбор типового представителя из базового набора; вычисление значений параметров унифицированных и стандартных элементов конструкции; компоновка стандартных, унифицированных и оригинальных элементов; выполнение при необходимости прочностных расчетов элементов конструкции; расчет размеров режущих контуров (для рабочих деталей); выбор материала детали, технических условий ее изготовления; формирование цифровой модели детали и модели чертежа детали. Для штампа в целом производится определение параметров пространственного положения деталей штампов; выбор штамповочного оборудования и формирование и печать спецификации деталей и узлов. Типовая схема функционирования системы автоматизированного проектирования штампов представлена на рис. 10. Программное обеспечение САПР штампов строится на основе типовых проектных процедур. Комплекс таких процедур, предназначенный для решения типовых задач проектирования разделительных штампов, реализован в виде библиотечного пакета программ Штамп-80 . Конструкции штампов последовательного (рис. 11), совмещенного и простого действия, иа которые ориентирован пакет, могут иметь различные варианты фиксации заготовки: шаговые ножи, предварительные упоры, утопающие и грибковые ловители и др. Программы разработаны с учетом того, что максимальная толщина штампуемых материалов (металлов, неметаллических материалов) достигает 5 мм, а габаритные размеры матриц изменяются от 63 X 80 до 250X320 мм. Пакет прикладных программ (ППП) ориентирован на конструкции штампов, применяемые в приборостроении, машиностроении и радиопромышленности. Он предназначен для применения в САПР детерминированного типа. По функциональному назначению программы пакета разделены на шесть групп: 1) решения геометрических задач иа плоскости (метрических, позиционных, экстремальных); 2) контроля и первичной обработки входных данных в САПР штампов; обеспечивают синтаксический контроль входного описания чертежа штампуемой детали, расчет координат узловых точек контуров детали, построения модели чертежа исходной детали для визуального контроля; 3) расчета размеров режущих контуров пуансонов, матриц; 4) определения координат центра давления штампа и усилия пресса, координат привязки рабочей зоны матрицы к осям пакета, расчета конструктивных параметров пуансонов различных конструкций, матриц, шаговых ножей, съемников и других деталей; 5) печати текстовых документов (спецификаций, табуляграмм с результатами проектирования штампа, данных для комплексной отладки программного обеспечения САПР штампов); 6) построения моделей чертежей штампов (формирования описаний типовых изображений фрагментов чертежей деталей штампов, выбора формата чертежа и компоновки на нем фрагментов изображений и др.). В целях создания удобств и сокращения затрат труда человека, создающего на базе ППП конкретную конфигурацию САПР, большое количество программ из групп 1-3, инвариантных относительно базовых конструкций штампов, объединены в подсистему Вход . Последняя производит контроль входных данных, используемых при проектировании штампов, преобразование их к виду, удобному для последующего решения задач по проектированию штампов, выполняет расчет размеров рабочих участков пуансонов и матриц, подготавливает данные для вычерчивания операционного чертежа исходной штампуемой детали. Эта подсистема используется без изменений при создании САПР различных конфигураций, предназначенных для проектирования разделительных штампов базовых типовых конструкций. Исходными для реализации программ этой подсистемы являются сведения о геометрической форме штампуемой детали, ее размерах, данные о расположении размеров на чертеже, сведения о схеме раскроя заготовки, штампуемом материале, указания о желаемом варианте конструкции штампа 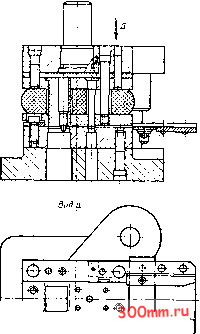  Рис. 11. Базовая конструкция штампа последовательного действия И других условиях проектирования, подготовленные в соответствии с определенными правилами. Пакет программ Штамп-80 построен как пакет библиотечного типа. Каталог программных компонент (ПК) пакета насчитывает 220 единиц. Программы пакета написаны на языке ФОРТРАН-4, работает под управлением операционных систем (ДОС и ОС ЕС ЭВМ). Пакет программ предназначен для использования на ЕС ЭВМ, начиная с ЕС 1020, с минимальным объемом оперативной памяти 256 Кбайт. Программы автоматического вычерчивания (группа 6) вместе с графическим базовым пакетом PAD-EC формируют данные, ориентированные на чертежно-графические автоматы (ЧГА)
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


