
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Автоматизация и механизация листовой штамповки 24. Механические свойстаа магниевых сплавов (те шв1>ра 20 °С}
25. Физические свойства магниевых сплавов
Продолжение табл. 25
26. Механические свойства из магниевых сплавов
Продолжение табл. 26
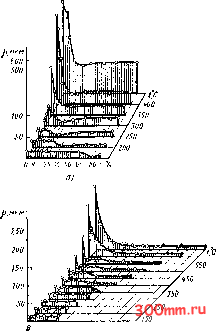 Латуни - сплавы меди с цинком как основной легирующей добавкой. Введение цинка повышает механические свойства меди: возрастают пределы прочности и текучести, а также твердость и относительное удлинение. Латуни отличаются технологичностью, хорошей деформируемостью, легко обрабатываются резанием. Латунные полуфабрикаты поставляют в твердом. Рис. 18. Диаграммы рекристаллизации магния; осадка иа гидравлическом прессе (а), иа копре (ff): О - боек массой 35 кг; ф - боек массой 50 кг Рис. 19. Диаграмма рекристаллизации сплава МА2, осадка на гидравлическом прессе 3 го за 40 so с,7. 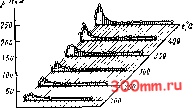 о S 10 w ю дое,% 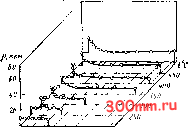 О го ы т (/, а) 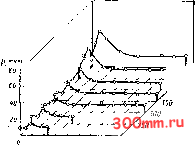 -т/но Лоо 40 fX iO 00 Рис. 20. Диаграммы рекристаллизации сплава МА8; осадка на гидравлическом прессе (а), ва копре (ff) 600 500 гоо 100 - 70 - 60 -50 чя -30 -20 - 10 . О 700 600 500 300 200 W0 300 5О0 ч>, i!, % 60 50 40 30
9О0 t,C 60О 500 400 300 200 W0 О О 100 200 300 4001,с Рис. 21. Диаграммы деформирования лату-ней Л96 (л), Л90 (б): / - Ojj-, 2 - ij); 3 - KCV; 4 - 6; 5 - НВ j,mkm40 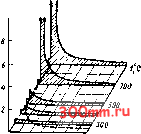 О го 40 б0е,% а) г!1о* . /j,mkm-IO 140 г 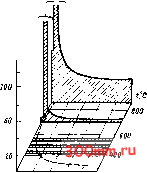 о W го 30 40£,% (f) Рис. 22. Диаграммы рекристаллизации электролитической меди (а), латуни лее (б ) полутвердом и мягком состояних в зависимости от способов изготовления, степени деформации и термообработки. Бронзы - сплавы меди, содержащие в качестве основной легирующей добавки какой-либо металл, кроме цинка. Бронзы предназначены для изго-тов1ения силовых коррозионно-стой-ких деталей и арматуры, а также для изготовления деталей, работающих на трение. Ковку сплавов на медной основе производят преимущественно на молотах. Для объемной штамповки применяют винтовые фрикционные и кривошипные прессы. Химический состав, физикО-мехаии-ческие свойства и классификация медных сплавов приведены в табл. 27- 32. Диаграммы деформирования некоторых латуней даны на рис. 21, диа- и, ИНН ft, ми soo 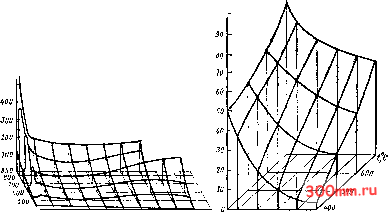 о 10 Ы 30 to 50 so 70 ВО SO to 20 30 40 el 6> 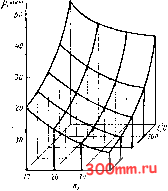 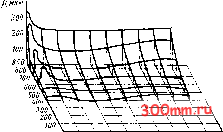 euo soo ы r.X t°Ce to 20 30 40 so 60 70 SO e,V, Рнс. 23. Диаграммы рекристаллизации латуней: Л70 (а), ЛО70-1 (б), Л59 (8), Л85 (г) граммы рекристаллизации электролитической меди 1! латуни - на рнс. 22. ,23. Титановые сплавы Деформируемые титановые сплавы в зависимости от назначения и физико-механических свойств разделяют на : четыре группы. К первой группе относятся сплавы малой прочности (а 600 МПа): технический титан ВТ1-0, ВТ1-00 и низколегированный сплав 0Т4-1. Эти сплавы применяют для изготовления деталей сложной конфигурации, ие испытывающих больших нагрузок. Вторая группа - сплавы средней прочности (предел прочности 600- 1000 МПа): среднелегированные ти1а-новые сплавы 0Т4, ВТ6, а также сплавы ВТ5-1 и ВТ5. Эти сплавы обладают удовлетворительной технологичностью; их применяют без термической обработки. Сплав 0Т4 нашел наибольшее применение для изготовления поковок и штампованных заготовок. Третья группа - высокопрочные сплавы (предел прочности 1000 МПа) ВТ14, ВТ16 и ВТ20; их применяют в термически обработанном состоянии. Четвертая группа - жаропрочные сплавы ВТЗ-1, ВТ9 и ВТ18. Более высокой жаропрочностью обладает сплав ВТ9, который обладает более 1- см (Л с ООО о*о о от-Г о о о о оо о о о о о о о о С2 о OQOOOOOO- о о о о о о о о о о о о о о о о to [Л [Л to 1Л1Л lO Ю lO Ю СЧ t I 88§888 о о о о о о OJ Ф QJ Uh U, Ц, tL, tutuu, щ о о о о о ---; -: о -; о о о о о о CD о о л XI ап-ао. xi- I I а С1- то сз со го I 1 о о о о СЧ со о о о о о о ----3QOht><cc5 Ч Ч Ч Ч с;
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


