
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Автоматизация и механизация листовой штамповки 55. Патроны для ковкн слнтков массой св. 40 т t 2 ? f  Размеры в мм
Примечание: / - головка; 2 - штанга; 3 - противовес: 4 - кольцо; 5 - болт стопорный. 56. Стойки для раскатки  Размеры в мм
57. Вкладыши  Размеры в мм 250 300 320 340 300 120 50 150 100 335 595 500 70 795 700 20 80 40 58. Сталь для инструмента
59. Типы захватных приспособлений для транспортирования заготовок и слитков Приспособления Клещи зажимные полуавтоматические Область применения Захват и транспортирование невысоких поковок Клещи охватывающие  Захват и Транспортирование поковок и слитков Клещи зажимные: для легких поковок для тяжелых поковок  Захват и транспортирование поковок любой формы Клещи зажимные с кериами и защелкой Захват и транспортирование поковок любой формы и установка их в вертикальное положение I. КОВОЧНЫЕ ОПЕРАЦИИ Осадкой называют формоизменяю-цую операцию, в процессе которой фоизводнтся уменьшение высоты за-отовки при увеличении площади ее юперечного сечеиия. Осадку применяют, когда необхо-шмо: получить поковку или участок !е с поперечным сечением большим, !ем сечение заготовки или слитка; (Гвеличить уковку; уменьшить аин-ютропию механических свойств н улуч-пить эти свойства в осевом н попереч-шх направлениях поковки; более завномернО распределить и измельчить {арбиды в сталях карбидного класса; шровнять торцовые поверхности за--отовкн и увеличить поперечное се-1ение перед прошивкой. При использовании операции осадки 1ЛЯ увеличения уковки и уменьшения шнзотропни механических свойств следует учитывать, что уковка пачо- нтельно влияет до известного пре-цела, улучшение механических свойств в поперечных направлениях приводит к снижению их в осевом направлении. Неравномерность нагрева способ-:твует в процессе осадки искривлению продольной оси и смещению ликва-циониых зон. Слитки с подкорковыми цефектами надо предварительно подвергать обжиму, чтобы предотвратить ьскрытие дефектов в процессе осадки. jn mm Рис. 1. HcnpaB.ncHsie ирогиба прн осадке коротких 3;iroToi;cK  Рис. 2. ПредБарнте.-,ьиое иссравлс;:ие прогиба при осадке д.зииных заготовок Степень деформации (%) при осадке 8 = l-i 100, заг где Язаг и Ях - соответственно исходная и конечная высоты заготовки. В обычных условиях осадки в результате неравномерности деформации заготовка приобретает бочкообразную форму. Повышению равномерности осадки способствуют: уменьшение трення на поверхности контакта металла с инструментом путем повышения качества его обработки и применения (при осадке на прессе) смазочных материалов; использование нагретых прокладок толщиной 15-20 мм между инструментом и торцами заготовки из низкоуглероднстой стали; применение плоских выточек для удержания смазочных материалов на торцах заготовки глубиной 1-3 мм при ширине 1-2 мм. В качестве смазочных материалов применяют сухие древесные опилки, графит с машинным маслом, водный раствор коллоидного графита (5- 10 %) и жидкого стекла (15-20 %) и др. Во избежание продольного изгиба (искривления) не рекомендуется осадка заготовок с отношением высоты к диаметру илн к меньшей стороне сечения больше 2,5. В случае изгиба заготовку необходимо сразу же выправить одним из двух способов (рис. 1 и 2). Первый заключается в нажатии на нскр!:але11-ную з.пготовку по контактно;! пспер.ч-ности со стороны, противоположна!! вогнутости (см. рис, 1), При stojM Теркине металл;! происходит в нгитраг.тсн;,и вогнутости (см. стрелку на рис. 1), в релул[,тате чего 0!!а исчезает. Пос.;е ус1ра(!е;1Ня исхривлення контакт!)-.Ю плогцадь, по которой прикладык..ется !!а!-рузка, \!;елич!!за!0т осадк..н ;о полного ти.рек]!и11!Я всего тор:.а. Ис.ЧрИЕ.ТСНИг 0!е!!Ь ДЛ1Т!111Ь!Х 3ar(;!0b!l!i из 1:ь!С01<опл;!СТ1! !!ых матеруалок \х-npaE,TT!OT внаЯле вторым cnocvC;M (р::с. 2), а затем первы.м способом. Р а 3 !! о в Н Д !! о с т !i О С а Л К и. ОиГ<1т :iasofnOr:0K или слитков без ;:e.icmuiu!:a (выогупа) для получ.!!!:я поковок TH!ia дисков нли под иосле- ДуЮШ,у!0 npO!UilEKy. Осадка заготовок или слитков с хсо-стовиком для получения покозок с местным утолщением (высадка) или как предварительная операция перед последующей вытяжкой. В качестве инструмента применяют плоские илн вогнутые плиты, причем в нижней плите есть отверстие для хвостовика. Осадка (высадка) в подкладных кольцах для получения поковок типа фланцев и дисков с одним илн двумя выступами. Отверстия в кольцах выполняют обычно с уклоном до 7° к высаживаемой части, в зависимости от сложности извлечения поковки из колец. При высадке средней части заготовки с применением двух колец уклон по внутреннему отверстию одного кольца обязателен. Выбор молота. Массу падающих частей молота, необходимого для осадки заготовки круглого или квадратного сечения, можно определить по формуле 0 = 0,17(1+0,17 -gHO!L)o,e V/3ar. где DjjoH и Ядок - соответственно диаметр и высота заготовки после осадки, мм; - напряжение текучести металла при температуре осадки, 1!риближенио равное пределу проч-чости при той же температуре, МПа; ! :,; - степень деформации за послед-чий удар (е = 0,025 - для крупных F = 0,060 - для мелких поковок); гаг - объем заготовки, см. На рис. 3 приведена диаграмма для Mioopa массы падающих чаете!! молота т>и ковке с осад!<ой поковок зубчатых .)лес (без помощ!! манипулятора). Пример. Определкть массу пицяющих -left .молота для осадки заготовки из .ти (о = 600 МПя) с нсхоД1;ыкН разме- °заг = :.ar = 300 мм до ;соты И- 100 мм. Предел iipo4nocTii °в 2- МПа; при температуре КИ 1200 °С 1;р1И1!маем ij. = O.fa. -. Средн(!й д1:,-к.гетр после осДки 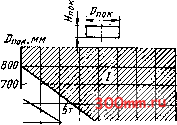 600 500 300 200 > ЗЮНпокмм Рис. 3. Диагра1има для выбора массы падающих частей молота для ковки поковок типа зубчатых колес: / - зона геометрических размеров поковок, изготовляемых на гидравлических прессах; 1т-5т - масса падающих частей молота 3. Масса падающих частей молота G = 0,17 (l -t- 0,17 ~) 22.0,03.6050 < = !000 кг. Выбор пресса. Усилие пресса, необходимое для осадки заготовки круглого и квадратного сечеиия, можно определить по формуле 1+0,17 гдс1} - масштабный коэффициент; f- площадь поперечного сечения поковки после осадки, мм; остальные обозначения см. в (1). Пример. Определить усилие пресса, необходимое для осадки з;иотовки из стали (а = 600 .МПа) с исходными размера- -уаг заг готы Wjpi = сое мм. Предел прочно(Т1! стали при температуре осадки с- =- = 22 МПа. Принимаем коэффициент 1); = 0,75. !. Средний диаметр после ос?1Дк[[ пок = 277 км, 2. Объем заготовки 1200 600 АвГ- тт 3,!4-16-30 = 6350 сн . [10!-: = 1045 мм. 2. Площадь поперечного сечения по-коьк!т после осадки пок 3,14 (1045) 4 4 = 800 000 мм2. 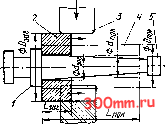 Рис. 4. Схема протяжки с оправкой: 1 бурт оправки: 2 - заготовка; 3 - боек: 4 - поковка; 5 - оправка S. Усилие пресса Р =0,75 (l+0,17 22-860 000-10- 18,4 МН, т. е. необходим пресс усилием 20 МН. Протяжкой называют формоизменяющую операцию, в процессе которой производится удлинение заготовки илн ее части за счет уменьшения площади поперечного сечення. Протяжка способствует устранению внутренних дефектов (пустот) и улучшает механические свойства металла в осевом направлении заготовки. Для обеспечения прн протяжке более равномерной деформации по сечению и длине, а также для более полного устранения внутренних дефектов (пустот) необходимо соблюдать следующие условия. Относительную подачу надо принимать в пределах 0,5 < /i < 1, где I- подача; h - размер сечення в направлении приложения усилия. Границы подач следует смещать после каждого прохода. Более благоприятной является протяжка с последующим обжимом по всей длине перед кантовкой. Ковку участками - поясами - прн обычной конструкции бойков (с параллельными рабочими поверхностями) следует допускать только в технологически неизбежных случаях (например, при протяжке полых поковок с оправками) или прн получении коротких участков. Следует осуществлять максимально возможные обжимы, допускаемые пластичностью металла прн данной схеме напряженного состояния. Исключение составляет первоначальная протяжка слнтков, когда рекомендуются обжи- мы в пределах 20-60 мм на размер. Прн большей величине обжима могут вскрыться подкорковые пузыри, в результате чего на поковке окажутся поверхностные дефекты. При отсутствии в слитках подкорковых дефектов данная предосторожность излишня. Пластические свойства углеродистой и среднелегнрованной конструкционных сталей практически не ограничивают степень деформации. Протяжка производится на плоских, вырезных и комбинированных бойках (верхний - плоский, нижний - вырезной). Производительность протяжки на вырезных бойках на 20-40 % выше, чем на плоских. Разновидности протяж-к и. Протяжкой с оправкой получают полые заготовки типа цилиндров, толстостенных тр.уб, втулок и т. д. Поковки могут быть гладкими (рнс. 4) или с уступами. Длина заготовки Цр увеличивается до длины поковки 1пок. и площадь поперечного сечення заготовки уменьшается в данном случае практически только за счет уменьшения наружного диаметра полой заготовки Озаг- Внутренний диаметр заготовки с/заг остается практически постоянным (dai = <пок)- Для облегчения съема поковки с оправки последнюю выполняют конической (конусность 1 : 100-1 : 150). Для повышения стойкости внутри оправки сверлят отверстие, по которому подают охлаждающую жидкость. Оправку перед протяжкой вводят в нагретую заготовку, диаметр отверстия в которой должен быть больше диаметра оправки. Ковку начинают с конца заготовки, обращенного к меньшему диаметру оправки. Прн этом в процессе ковки заготовка перемещается в сторону бурта оправки до упора в него. Вначале куют концевой пояс с одной стороны заготовки, а потом со стороны заготовки, обращенной к бурту оправки. Концевые пояса куют в первую очередь потому, что металл по краям заготовки остывает быстрее. Затем поковку куют в направлении от ее края, противоположного бурту оправки, к бурту оправки. В этом случае металл течет вдоль оси заготовки в одном направлении - от бур- та оправки к ее концу. Так как диаметр конца оправки немного меньше 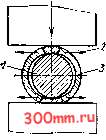 Рис. 5. Протяжка с оправкой на плоских бойках диаметра у бурта, то между поковкой и оправкой образуется очень малый зазор, за счет которого усилие съема поковки с оправки уменьшается. Оправку необходимо извлекать нз поковки сразу же после окончания ковкн. Прн протяжке с оправкой используют вырезные бойки; прн протяжке высокопластнчного материала применяют вырезной (нижний) и плоский (верхний) бойки. При протяжке с оправкой с использованием двух плоских бойков (рис. 5) искажается форма отверстия поковки 3 (оно становится овальным), а внутренний диаметр его будет больше диаметра оправки 1 (2 - направление течения металла). Уковка прн протяжке с оправкой Опок-4ок загзаг. ср пок покпои. ср заг где бзаг. пок - соответственно толщина стенкн заготовки и поковки; оср. Опок, ср- соответственно средний диаметр заготовки и поковки. Раскаткой на оправке (рис. 6) получают относительно короткие тонкостенные поковки типа колец, обечаек, бандажей и т. д. Прн раскатке на оправке увеличиваются внутренний н наружный диаметры заготовки, а также незначительно высота за счет уменьшения толщины стенки исходной заготовки. В этом случае раскатка идет вдоль касательных к среднему диаметру заготовки (увеличивается длина заготовки по среднему диаметру). 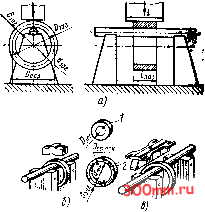 Рис. 6. Раскатка иа оправке: а - схема; б - обычным бойком; в бойком-лягушкой В качестве инструмента используют плоский боек (рис. 6, в) или прн работе на прессах узкий боек-лягушку и цилиндрическую оправку. При раскатке в заготовке / выполняют отверстие, а длина бойка / (рис. 6, а) должна быть больше высоты поковки 2. Обычно диаметр оправки вначале раскатки <опр = (0,85-!-0,95) йзар. После подогрева поковки диа.метр оправки увеличивают. После каждого нажатия происходит вращательная подача заготовки путем поворота оправки в опорах подставок. Относительный обжим прн раскатке бзаг -блок . н --с-> Озаг уковка прн раскатке заг заг-.чаг ср. пок заг. ср при этом Laap/Z-noK Л5 1,1/ да бзаг/бдо. Получаемые величины будут немного завышены. Раскатку на оправке рассчитывают с помощью специальных таблиц, диаграмм (рнс. 7) и формул для протяжки на плоских бойках. Пример. Определить высоту заготовки под раскатку для поковки с размерами (см. рис. 7): £.пд= 982 мм, = = 822 мм, Wjijj = 200 мм. Диаметр прошиваемого отверстия dgj, = 200 мм. Требуемая высота заготовки перед раскаткой (с учетом отходов, выражен-
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


